目 录
第一章:机械设备装调与控制技术实训装置简介....... .. .. .. .. .. .. ..................1
第二章:机械设备装调与控制技术实训装置组成及使用说明.......................
2 第三章:电气控制线路的组成与使用...............................................................9
变频器模块的功能与使用..................................................... .. .. .. ....11
伺服驱动器模块的功能与使用..........................................................14
步进驱动器模块的功能与使用..........................................................20
触摸屏模块的功能与使用........................................................ .. .. .. .25
电气模块的描述. .. .. .. .. .. ....................................................... .. .. .. .30
第四章:机械设备装调对象的装配与调整.....................................................33
第五章:机械设备的调试与整机运行.............................................................48
附录一:西门子编程软件(STEP 7-MicroWIN-SMART)使用说明................56
附录二:昆仑通态触摸屏软件使用说明..... ..... ..... ..... ..... ... .......................60
附录三:安装西门子软件总是提示重启电脑的解决方法.. .. .. ....................72
附录四:控制电路图... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ......73 第五章 机械设备的调试与整机运行
一、实训设备及工、量具 序 号 名称 型号及规格 数量 备 注 1 机械设备装调与控制技术 实训装置 1 套 2 机械设备整套装配图纸 1 套 3 内六角扳手 1 套 4 紫铜棒 一头φ14 一头φ18 和φ30 各一根 5 活动扳手 150mm、250mm 各一把 6 活动手柄 螺纹为 m8 1 个 45 7 呆扳手 开口为 14 1 把 8 圆头锤 1.5 磅 1 把 9 钳工钳 500g 1 把 10 橡胶锤 1 把 11 塞尺 1 把 12 直角尺 200*130*12.5 1 把 13 铜垫片 1 套 14 防锈油 少许 15 零件盒 405mm*305mm*145mm 1 个 二、机械设备的调试与整机运行 (一)冲头高度的调整及上下模具同心的检验 把实训台右边面板上的“二维平台控制模式”旋钮开关打到“手动”状态,按一下“复 位”按钮,使增压汽缸回到原点。 注:“复位”按钮可以多按几下,可以使 PLC 处在最佳状态。 把调整好的模具旋转到冲头下方,上模总成在自由状态下,气缸在最高点时,冲头到上模 总成打击头的距离为 2mm~5mm,用手推动两个上下模盘定位用电磁铁使上下模盘定位销导 向轴插入上下模盘定位孔内,转动上下模盘无晃动,在上模和下模之间放入 0.3mm 厚的铜 皮,手握 M8 的活动手柄旋转大齿轮,若气缸不能旋转一周,则证明上下模具不同心,应按 上面所说的模具的装配及调整方法重新进行调整,若气缸能旋转一周,则证明上下模具是同心 的。若出现冲头带料及冲头粘连、卸料困难、冲压噪音大等问题,则应按上述解决办法进行解 决。 注:装配好的每组模具都要检验上下模具的同心。出厂时都做过调整,可略过。 (二)下模盘下料孔的装配与调整 装配好的所有模具调整完成符合要求后, 把下模盘下料孔装配在下模盘与铸件底板之 间,下模盘下料孔与铸件底板之间可选择下模盘下料孔垫片(紫铜片有 5 种不同厚度可选 择),用塞尺检验下模盘下料孔到下模盘底边的距离,调整距离为 0.02mm~0.05mm 之间, 调整好后用 4 颗 M6×20 不锈钢内六角螺钉(加不锈钢弹垫、平垫) 固定在铸件底板上。 有机玻璃罩及钣金结构罩子的装配上述所有的装配和调整点装 配、调整完成后,把设备上 的齿轮罩、三角带轮罩、同步带轮罩及冲床上封板、链轮有机玻璃罩装配到设备的相应位置 上。至此完成整台设备的装配与调整。
(三)整机运行 检查设备控制柜和实训台接线无误,各运动元件或部件且确认能正常工作后,插上三相四线电 源线后上电,进行调试程序的下载(机器出厂时已下载好)。开始自动前,将实训台左边面板上旋转 开关“二维平台控制模式”打向“手动”模式、这时设备处在“手动”控制方式,然后按“起动”按 钮使机器处在等待状态,此时可以分别按 X+、X-、Y+、Y-和 A 键,确定工作台各轴能正确运行。然后 可进行回“原点”操作,执行原点完成后,再把“二维平台控制模式”打向“自动”模式,开始运行 冲孔加工与转塔转位工序。

本机器支持“单模冲压”和“四模冲压”两种模式。切换方法按下面的第 6 点介绍的触摸屏中 “冲孔布局路线界面”中的切换按钮操作实现,在单模冲压模式下还可操作“单模状态:回零后再 选择”按钮,对四副模具进行选择性操作。

、 设备运行 在设备处于初始位置时,旋转开关“二维平台控制模式”打向“手动”模式,按“起动”按钮使 机器处在等待状态,此时可以分别按 X+、X-、Y+、Y-和 A 键,各坐标轴就会跟着运动,仓储机构可以 按触摸屏上的仓储调试界面下实现运动。按下实训左边面板上“原点”按钮,机器按 X 轴、Y 轴、A 轴,仓储顺序完成回原点动作。 2、 机器回原点 开机通电开始后,旋转开关“二维平台控制模式”打向“手动”模式,按“起动”按钮使机器 处在等待状态,按“原点”按钮后,首先执行 X 轴回原点:X 轴向正方向快速运动,感应铁片 到达 X 轴原点开关时, 感应开关灯亮,X 轴减速继续向负方向运动,运动一定距离再反向向 正方向运动,铁片过感应开关时,感应开关灯灭,再运行一定距离,向负方向运动到达感应开 关上方,感应开关灯亮,X 轴停止运动,此时 X 轴已回到原点;同时 Y 轴开始回原点,它运动方 向及步骤与 X 轴相同;Y 轴回到原点后;A 轴模盘开始回原点,模盘回原点它向正方向旋转,直到 感应螺丝到达感应开关时,感应开关灯亮,模盘开始模盘减速向负向旋转一定距离,然后再次 反方向向正方向运行,过感应开关一定距离后,再次反向向负方向运行到达感应开关时,感应 开关灯亮,模盘停止旋转;仓储开始起动回原点,电机开始反转拖板向上运行,当拖板侧边铁
片到达原点开关上方后,感应开关灯高,此时电机开始反转,当感应开关灯灭时,电机停止运 行。此时回原点工作结束。机器停止运转,等待下一步加工指示。 注:在回零时,如果按下“暂停”按钮,此时运动将停止,直至松开按钮,运行再继续进 行。 3、仓储机构调试 本实训台的仓储机构调试需要配合触摸屏实现,打开触摸屏进入“仓储调试界面”,调试 时,请先把“二维平台控制模式”拨向“手动”模式,再按触摸屏“仓储调试界面”下的“起动调 试”按钮,使它右边的指示灯亮起。说明此时进入调试模式。 ●按下“上升”键,仓储平台向上运动,按下“停止键”,停止上升。 ●按下“下降”键,仓储平台向下运动,按下“停止键”,停止下降。 ●按下“停止”键,使处在上升或下降的运动,停止运动。 ●按下“原点”键,仓储平台向上运动,到达原点开关后,反向向下动动,当感应开关灯灭时停止 运动。 ●按下“吸料”键,仓储平台向下运动,直到吸到料物后,物料上方的检测传感器检测到物料后停 止向下运动,延时 5 毫秒后,起动向上运动,回到原点,停止运动,同时关闭吸气阀开关,物料自 由落下,吸料过程完毕。 注:在吸料到达原点后,如果物料检测传感器没有检测到物料,仓储平台会继续向下执行“吸料” 动作。 ●按下“接料位置”键,仓储平台向下运动,工作台侧面的接料位置传感器感应到挡块后,停止运 行。 通过以上的调试,如果发现上下限位开关位置问题、吸料位置问题等可以通过调整传感器 安装位置实现微调。 在触摸屏“仓储调试界面”的右边部分是检测传感器信号界面,与仓储机构相关的传感器信 号都会在这里检测到, 方便维修和检测用。 4、转塔机构调试 本实训台的转塔机构调试需要配合触摸屏实现,打开触摸屏进入“转塔调试界面”,调试 时,请先把“二维平台控制模式”拨向“手动”模式,再按触摸屏“转塔调试界面”里的各种按 钮,实现机械调试。 在这幅画面可以实现转塔正反转运动、回原点运动、90 度转动运动、冲压运动、定位气缸运 动、推料运动、夹料运动等,调试时,请按把“二维平台控制模式”打向“手动”模式下,再按功 能键按钮。 ●按一下“正转”键,A 轴转塔向正方向运动,再按一下“正转”键运动停止运动。 ●按一下“反转”键,A 轴转塔向负方向运动,再按一下“反转”键运动停止运动。 ●按一下“回原点”键,A 轴单独实现回原点运动,找到原点开关位置后“转塔原点”指示灯亮起 (变绿色),停止运动。说明工作台已回到原点。 ●按一下“90 度旋转”键,工作台实现 90 度旋转运动,旋转 90 度后,运行停止,再按一次工作 台再次旋转 90 度,循环动作。 ●按一下“定位推杆”键,电动推杆伸出定位,“推杆到位”指示灯亮起时(变绿色),说明定位 完成。延时 200 毫秒后,电动推杆自动恢复。 ●按下“手动冲压”键,增压缸向下运动,“冲压到位”指示灯亮起时(变绿色),说明冲压到 位,松开按钮,增压缸恢复,“汽缸原点”灯亮起。 ●按下“推料机构”键,电动推料机构伸出,“推料到位”指示灯亮起时(变绿色),说明推料到 位完成,松开按钮,电动推料机构恢复。
●按下“工件夹紧”键,电磁铁机构伸出,“夹紧动作”指示灯亮起时(变绿色),说明电磁铁已 工作。延时 200 毫秒后,电磁铁机构依靠弹簧力恢复原位。 5、 加工毛坯 当设备运行一切正常后,可以进行自动加工。当机器回过原点后,把“二维平台控制模式”打向 “自动”模式,按下“开始”运行冲孔加工与转塔换刀工序。 注:如果仓储没有料,那么按下开始开关,电器柜就会出现闪烁报警提示,自动就不会执行,当 无法启动时,可以在触摸屏的报警页来查询不能启动的原因,此时就会发现报警画面的“缺料”两 字在交替闪烁。 (1) 按下 “开始”后,机器启动 X\Y\A 三轴回零,然后仓储上下料机构从上向下移动,直到 光感检测到仓库有料,真空吸盘吸起物料(如仓库为空,则自动不会启动)交流电机 向上移动,到达原点后停止。 注:如果到达原点后,物料没有吸起来,上下料机构还会再次进行吸料动作,直到吸 起物料。 (2) 当物料到达原点后,送料机构(十字滑台)的两轴(X 轴、Y 轴)交流伺服电机开始 运行,使送料机构(十字滑台)到达至取料点处,物料夹紧电磁铁得电,真空吸盘松 开,送料机构先后退到 A 点,两从 A 点移动至 B 点,然后再移至 C 点, (3) 当到达 C 点后,定位气缸动作定位销导向轴插入上下模盘定位槽内,待两步动作均完 成后,冲压气缸动作,气缸伸出,压下上模冲头。2 秒后复位。完成第一次冲孔。 (4)完成第一次冲孔后,待气缸到达原点后, 送料机构移动到”D”点,模盘定位气缸电磁铁断开, 定位气缸释放对模盘的定位,八角模盘转动 90°(由第一个定位槽与感觉铁片之间的夹角确定)到 第二副模具处。定位气缸电磁铁得电,定位销导向轴插入上下模盘定位槽内,待定位完成后,冲 压气缸动作,气缸伸出,压下上模冲头。2 秒后复位。完成第二次冲孔。
5)完成第二次冲孔后,送料机构从”D”点移动到”E”点,模盘定位气缸电磁铁断开,定位气缸释放 对模盘的定位,八角模盘转动 90°到第三副模具处。定位气缸电磁铁得电,定位销导向轴插入上下 模盘定位槽内,待定位完成后,冲压气缸动作,气缸伸出,压下上模冲头。2 秒后复位。完成第 三次冲孔。 (6)完成第三次冲孔后,送料机构从”E”点移动到”F”点,模盘定位气缸电磁铁断开,定位气缸释放 对模盘的定位,八角模盘转动 90°到第四副模具处。定位气缸电磁铁得电,定位销导向轴插入上下 模盘定位槽内,待定位完成后,冲压气缸动作,气缸伸出,压下上模冲头。2 秒后复位。完成第 四次冲孔。
6、加工完成 四孔冲压加工完成后,送料机构(十字滑台)的两轴交流伺服电机开始运行使得送料机构(十 字滑台)先退到 G 点,再到达至取料点 A 处,上下料机构向下运行移动到放料点,送料机构 X 轴 移动到放料点。送料机构(十字滑台)上固定夹手电磁铁松开加工物料,物料推出电动杆推出。然 后 X 轴回退到安全位置。 7.设备暂停 在设备运行状态下,按下实训台右边面板上的“暂停”按钮,程序便处于暂停状态,此时可切 换到“手动”状态下,如移动工作,转动转塔部件等。然后切换到“自动”状态下,再松开 “暂 停”按钮,程序将自动接着往下执行。注意操作时,必须先切回到“自动”状态再松开 “暂停” 按钮。 说明:如果在自动运行中,工作台 X 或 Y 轴正在运行时按下“暂停”按钮,程序将停止,松 开暂停按钮程序将继续接着运行。如果不能运行,只能按“复位”后,再“启动”,在“手动” 状态下,实训台先回“原点”,然后再执行自动。 操作技巧:按“原点”起动回零点还没有结束过程中,也可直接切换 “二维平台控制模式”到 自动状态下,然后按起动和开始键,系统回完零点后,直接进入自动加工。 8、触摸屏系统:
●以上是初始画面,右上角显示当前日期和北京时间及星期,点击“点击进入系统”按钮,就可进 入另一副画面。 9、冲孔布局路线界面: 本机器支持“单模冲压”和“四模冲压”两种模式,默认状态下是单模冲压模式, 如果要切换时请在触摸屏上进行操作,按一下增量编程按钮下方的方形开关按钮,使开 关右边的指示灯亮时,开关上边就会出现“四模冲压”或“单模冲压”等四个字样。
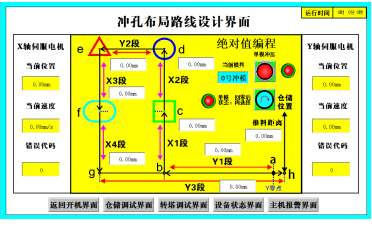
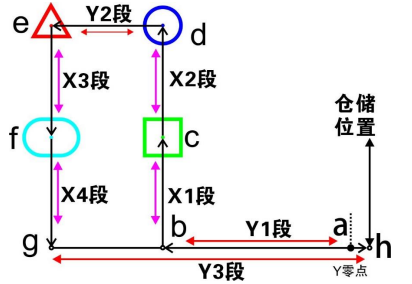
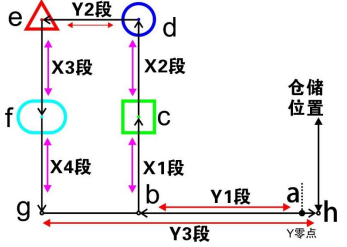
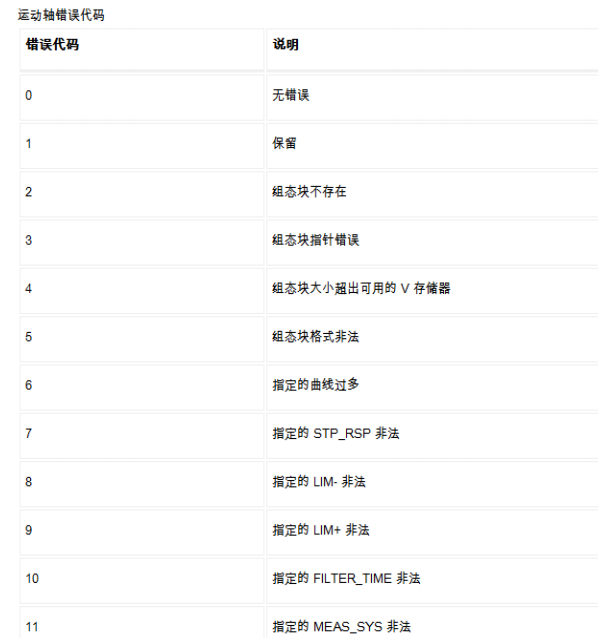
●X 轴伺服电机:在这副画面左边可显示 X 轴运行时的当前位置和当前速度状态。如果有错误还会 出代码提示。数字代表的含义可以在西门子 SMART 软件的帮助中找到。 ●Y 轴伺服电机:在这副画面右边可显示 Y 轴运行时的当前位置和当前速度状态。如果有错误还会 出代码提示。数字代表的含义可以在西门子 SMART 软件的帮助中找到。 ●在 Y1 段、X1 段及每段旁边的长方框内可以输入数值,那么自动运行时运行轨迹就会按输入的数 值进行加工。 编程格式是按绝对值编程方式,下图中 H 点是仓储中心位置,a 点是 Y 轴零点。 比如从 A 点运行到 b(Y1 段)点(注从图看从 a 点运行到 b 点需要经过 Y 零点位置),那么 Y 方向应该 输入-245.0(此距离是只计算 Y 零点到 b 距离,而不计算 a 点到 Y 零点计算,这就是绝对值编 程),默认单位是毫米;再从 b 点运行到 C(X1 段)点,X 方向输入-100.0;从 c 点运行到 d(X2 段) 点,X 方向输入-(100+20)=-120.0; 从 d 点运行到 e(Y2 段)点,Y 方向输入-(245+20)=-265.0; 从 e 点运行到 f(X3 段)点,X 方向输入-(120-20)=-100.0; 从 f 点运行到 g(X4 段)点,X 方向应该输 入 0.0(刚好 X 零点位置); 从 g 点运行到 h(Y3 段)点,Y 方向应该输入 18.0 注:1)、由于是绝对值编程,仓储平台中心位置 h 大约离 Y 零点(红色原点)位置大约 18mm,因此 计算 g 点到 H 点的距离时不计算 g、b、a 两段距离。 2)、由于采用绝对值编程,所以在自动运行时,设备都先进行回零点操作。
●运行时间: 在本画面右上角有运行时间提示,这时记录机器启动自动运行的时间,具备累加作用。 ●当前模具:是显示八角转盘上四套模具的位置,当八角转盘回零后,最前面(模具前面是二坐标 工作台)的模具为 1 号模具,在八角转盘正转 90 度后,就为 2 号模具,转动 180 度后为 3 号模 具,转动 270 度为 4 号模具。 ●单模/四模切换开关:默认状态下是单模冲压模式,方形按钮开关上方显示单模冲压字 样,按钮右边指示灯为绿色,当点击方形按钮后,指示灯变红色,按钮上方就会出现 四模冲压四个闪烁字样,此时为四模工作方式。 ●“单模状态:回零后再选择”按钮:此按钮在单模冲压状态下有效,在默认状态下单模工作时, 本机器都是 1 号模具工作,如果想换 2 号或 3 号、4 号工作冲压演示,那么就可利用此按钮实现。 但是使用前提是,必须让自动开始八角盘回零结束后再按“单模状态:回零后再选择”按钮,这样 才能把模具调换过来,比如调换 2 号模具,按一次“单模状态:回零后再选择”按钮;如果调换 3 号模具,需要按一次让工作先回到 2 号,再按一次按钮让模具回到 3 号。以此类推,如果要 4 号模 具,需要按三次按钮。需注意的是,需在八角盘回零后及送料工作台未送料到模具前方之前完成选 择模具。
●画面切换:当把操作台上的旋转开关“二维平台控制模式”打向“自动”模式,本界面自动跟着 切换显示。 10、仓储调试界面:
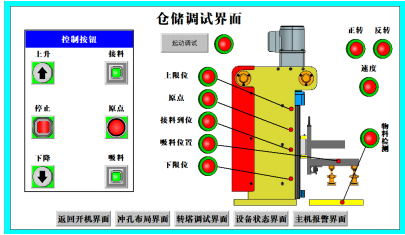
在这幅画面可以调试仓储上下料运动,调试时,请先把“二维平台控制模式”打向“手动”模 式下,再按“起动调试”按钮,使它右边的指示灯亮起(变绿色)。 ●在这副画面可以检测到上下料机构的各种信号开关状态。 ●按下“上升”键,拖板向上运动,按下“停止键”,停止上升。 ●按下“下降”键,拖板向下运动,按下“停止键”,停止下降。 ●按下“停止”键,使处在上升或下降的运动,停止运动。 ●按下“原点”键,拖板向上运动,到达原点开关后,反向向下动动,当感应开关灯灭时停止运 动。 ●按下“吸料”键,拖板向下运动,直到吸到料物后,物料上方的检测传感器检测到物料后停止向 下运动,延时 5 毫秒后,起动向上运动,回到原点,停止运动。 ●按下“接料位置”键,拖板向下运动,工作台侧面的接料位置传感器感应到挡块后,停止运行。 在触摸屏“仓储调试界面”的右边部分是检测传感器信号界面,与仓储机构相关的传感器信 号都会在这里检测到,方便维修和检测用。当红灯变成绿灯时,说明信号被触发。 提示:如果发现调试过程中某按钮不起使用,可以按操作台上的复位键多次,再按起动调试按 钮键,有时候当仓储平台处在上下限位无法启动回退时,就可前面的方法。 11、转塔调试界面
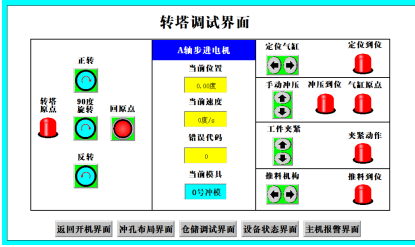
在这幅画面可以转塔运动、冲压运动、定位气缸运动、推料运动等,调试时,请按把“二维平 台控制模式”打向“手动”模式下,再按“起动调试”按钮,使它右边的指示灯亮起。 ●按一下“正转”键,A 轴转塔向正方向运动,再按一下“正转”键,运动停止运动。 ●按一下“反转”键,A 轴转塔向负方向运动,再按一下“反转”键,运动停止运动。 ●按一下“回原点”键,A 轴单独实现回原点运动,找到原点开关位置后“转塔原点”指示灯亮起 (变绿色),停止运动。说明工作台已回到原点。 ●按一下“90 度旋转”键,工作台实现 90 度旋转运动,旋转 90 度后,运行停止,再按一次工作 台再次旋转 90 度。 ●按一下“定位推杆”键,电动推杆伸出定位,“推杆到位”指示灯亮起时(变绿色),说明定位 完成。延时 200 毫秒后,电动推杆自动恢复。 ●按下“手动冲压”键,增压缸向下运动,“冲压到位”指示灯亮起时(变绿色),说明冲压到 位,松开按钮,增压缸恢复,“汽缸原点”灯亮起。 ●按下“推料机构”键,电动推料机构伸出,“推料到位”指示灯亮起时(变绿色),说明推料到 位完成,松开按钮,电动推料机构恢复。 ●按下“工件夹紧”键,电磁铁机构伸出,“夹紧动作”指示灯亮起时(变绿色),说明电磁铁已 工作。延时 200 毫秒后,电磁铁机构依靠弹簧力恢复原位。 ●中间部分的当前位置是显示 A 轴步进电机的位置,当前速度是指当转塔运动时的速度,错误代码 是指如果有错误会出现数字提示,数字代表的含义可以在西门子 SMART 软件的帮助中找到。 ●中间最下面一行的当前模具:是显示八角转盘上四套模具的位置,当八角转盘回零后,最前面 (模具前面是二坐标工作台)的模具为 1 号模具,在八角转盘正转 90 度后,就为 2 号模具,转动 180 度后为 3 号模具,转动 270 度为 4 号模具,当角度超过 360 度后,号码将会乱码(不会准确显 示号码)。 12、设备状态显示界面:
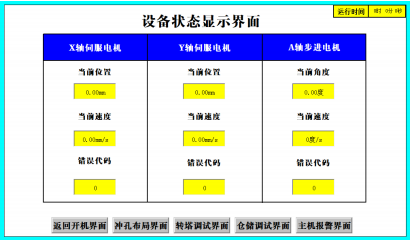
在这副画面显示 X 轴、Y 轴及 A 轴运行时的当前位置和当前速度状态。如果有错误还会出代码提 示,数字代表的含义可以在西门子 SMART 软件的帮助中找到。 当前位置是以毫米为单位,当前速度是以每秒多少毫米为单位,A 轴是以角度为单位。 ●画面切换:当把操作台上的旋转开关“二维平台控制模式”打向“手动”模式,本界面自动跟着 切换显示。
13、报警提示界面:

报警画面会提示有报警发生时,相应指示灯会亮起(变绿色),并且在指示灯下方会出现文字闪 烁提示。 如上面的左边第一个灯是提示“起动”按钮,当按下起动后,灯会变成绿色,而且在灯的下方提示 “机器启动中”字样,文字以移动方式出现。 当触摸屏处在报警界面而机器发生报警时,此时报警灯先亮,画面会延时 10 毫秒自动切换到报 警界面,如果报警灯闪烁达不到 10 毫秒时间,画面就会自动切换。这样可大大方便操作者了解机器 使用中发生的问题,及时了解解决。
推荐产品:
机械装调技术综合实训装置-第一代
机械设备装调与控制技术实训装置
机械装配技能综合实训平台
目 录
第一章:机械设备装调与控制技术实训装置简介
第二章:机械设备装调与控制技术实训装置组成及使用说明
第三章机械设备装调与控制技术实训装置-电气控制线路的组成与使用
第四章:机械设备装调对象的装配与调整
第五章:机械设备的调试与整机运行
附录一:机械设备装调与控制技术实训装置-西门子编程软件(STEP 7-MicroWIN-SMART)使用说明
附录二:机械设备装调与控制技术实训装置-昆仑通态触摸屏软件使用说明
附录三:机械设备装调与控制技术实训装置-安装西门子软件总是提示重启电脑的解决方法
附录四:机械设备装调与控制技术实训装置-控制电路图
|
