目 录
第一章:机械设备装调与控制技术实训装置简介....... .. .. .. .. .. .. ..................1
第二章:机械设备装调与控制技术实训装置组成及使用说明.......................
2 第三章:电气控制线路的组成与使用...............................................................9
变频器模块的功能与使用..................................................... .. .. .. ....11
伺服驱动器模块的功能与使用..........................................................14
步进驱动器模块的功能与使用..........................................................20
触摸屏模块的功能与使用........................................................ .. .. .. .25
电气模块的描述. .. .. .. .. .. ....................................................... .. .. .. .30
第四章:机械设备装调对象的装配与调整.....................................................33
第五章:机械设备的调试与整机运行.............................................................48
附录一:西门子编程软件(STEP 7-MicroWIN-SMART)使用说明................56
附录二:昆仑通态触摸屏软件使用说明..... ..... ..... ..... ..... ... .......................60
附录三:安装西门子软件总是提示重启电脑的解决方法.. .. .. ....................72
附录四:控制电路图... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ......73 
二、产品概述 本装置依据相关国家职业标准及行业标准,结合各职业院校、技工院校“工程机械运用与 维护”、“机械制造与自动化”、“机电设备安装与维修”、“自动化生产设备应用”、“机械装配”、 “机械设备装配与自动控制”等专业的培养目标而研制。通过项目实训主要培养学员识读装配 图和零件图、机械部件的装配与调整能力;电气控制线路的设计与维修、变频器控制参数设置、 PLC 硬件组态以及程序编写与调试、机械设备装调与整机运行等职业能力;通过项目实训提高学 生在机械设备、机电设备企业及相关行业一线工艺装配与实施、机电设备安装调试和维护修理、 机械设备电气控制、机械加工质量分析与控制、基层生产管理等岗位的就业能力。 三、产品特点 1.实操性强 依据相关国家职业标准、行业标准和岗位要求设置各种实际工作任务,以职业实践 活动为主线,通过“做中学”,真正提高学生的动手技能和就业能力。 2.模块化设计 由多种机械部件组成,既可将各部件作为独立的模块进行训练,也可将各部件组 成综合的机械系统进行训练。 3.综合性强 装置可完成机械设备安装与调整、电气设计与线路连接、机电联调、装配精度检测 等典型工作任务,满足实训教学、工程培训及职业竞赛的需要。 四、技术性能 1.输入电源:三相四线(或三相五线) AC380V±10%,工频 50Hz; 2.三相交流电机 1 台:额定功率 250W;转速 2800r/min; 3.步进电机 1 台:1.2Ω,3A;减速比 1:36; 4.交流伺服电机 2 台:功率 400W,额定转速 3000r/min; 5.外形尺寸:1600mm×750mm×1500mm(实训台)、800mm×400mm×1800mm(电气控制柜);
第二章 机械设备装调与控制技术实训装置组成及使用说明 一、装置组成 本装置包括电气控制部分和机械装调部分。主要由实训台、动力源(包括三相交流电机、步 进电机、交流伺服电机等)、机械传动机构、送料机构(十字滑台)、转塔部件、模具、增压式冲 料机构、仓储机构、装调工具、常用量具、电气控制模块、型材电脑桌等组成。 二、装置结构及原理说明 (一)机械部分 1.实训台:采用铁质双层亚光密纹喷塑结构,40mm 厚铸件平板台面,桌子下方设有储存柜, 柜子上方设有两个抽屉,可放置零部件及工、量具等。
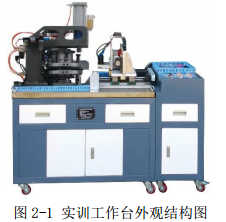
2.送料机构(十字滑台):主要由滚珠丝杆螺母副、直线导轨副、工作台、垫块、轴承、轴 承座、端盖等组成。分上下两层,上下层均采用伺服电机控制,实现工作台的往复运动,上下工 作台面均装有接近开关,实现工作台找原点及限位保护功能;可完成滚珠丝杆、直线导轨、轴 承及轴承座的拆装实训以及两直线导轨之间的平行度、上下层导轨的垂直度、丝杆两端的等高、 丝杆与导轨的平行度和对称度等精度的检测实训。 3.转塔部件:也称八角形模架部件,分上下两个模盘,设有 4 个工位,可用来安装不同的 模具。主要由圆锥滚子轴承、上下模盘定位销、上下模盘定位销支架、下模盘下料孔、同步轮、 同步带、上模盘、下模盘、传动轴、轴承座、芯棒和定位汽缸等组成。步进电机经过同步带传动 带动上下模盘同时转动,实现模具调换的功能;可完成转塔传动部分的装配与转塔同步调整实 训。 4.模具:采用真实数控模具,可真实加工工件;主要由菱形模、椭圆模、圆形模、三角模 4 种模具组成。 5. 自动打刀缸机构:也称气液增压缸,通过气液增压缸动作完成对模具的冲压过程。打 刀缸具有零点和到位检测开关。与转塔部件和模具相配合,实现冲、压物料的功能;可完成冲 床机构的装配工艺实训。 6. 仓储机构:也称上下料机构,主要由机架、工件箱、配重、真空吸盘、支撑架、四通 阀、滚珠丝杆、钢丝绳、联轴器、轴承座、轴承、底座及三相交流电动机等组成
(二)电气控制部分 电气控制部分主要包括电气控制柜,由电源控制模块、步进电机驱动模块、伺服电机驱动 模块、可编程控制器模块、变频器模块、触摸屏模块等组成。电源控制模块主要由三相电源总 开关(带漏电和短路保护)、电源控制继电器、急停按钮、旋钮开关等组成,可实现整台设备的 3 电路控制及安全操作;可编程控制器模块采用西门子 S7-200SMART(6ES7 288-1ST40-0AA0);变 频器模块采用三菱(FR-E740-0.75k)变频器;触摸屏模块采用威纶通 7 英寸、真彩色触摸屏。

图 2-2 电源总开关操作面板 (1)电源总开关:带电流型漏电保护,控制实训装置总电源。 (2)电源指示:当接通装置的工作电源,并且打开电源总开关时,三个指示灯亮。 (3)急停:在电源总开关打开的情况下,按下“急停”按钮,三相电源(L1、L2、L3)瞬间切 断输出。 2.电气控制柜主电源操作面板
图 2-3 主电源操作面板 打开“电源总开关”(即三相漏电保护器)前提下,打开面板上“总电源开关”(即钥匙开 关右旋),“停止”按钮红灯亮。按下“启动”按钮,“启动”按钮绿灯亮,“停止按钮”红灯灭, 设备的主电源打开。此时再按下“停止”按钮,“停止”按钮红灯亮,“启动”按钮绿灯灭,设备 的主电源关闭。 在设备主电源打开的情况下,按下“急停”按钮,会瞬间切断主电源。 3.电气控制柜控制系统电源操作面板 在设备主电源打开的情况下,打开“控制系统电源”旋钮开关,“控制系统”红色指示灯亮,此 时设备的 PLC、触摸屏和控制系统电源打开,“交流电机”旋钮开关、“步进电机”旋钮开关和“伺 服电机”旋钮开关起作用。
图 2-4 控制系统电源操作面板 打开“控制系统电源”旋钮,分别右旋“交流电机”旋钮开关、“步进电机”旋钮开关和“伺 服电机”旋钮开关,对应的“交流电机”、“步进电机”和“伺服电机”的红色指示灯亮,则对应 5 打开“交流电机变频器”、“步进电机驱动器”和“伺服电机驱动器”的电源

图 2-5 实训台控制面板 (1)“启动”控制程序的总启动运行,开机后首先按此按钮,机器才能工作,按了复位按钮 后,也必须按“启动”,才能起动工作 。 (2)“开始”和“暂停”按钮分别控制程序的自动状态运行和暂停。 (3)“暂停”按钮在手动回原点和自动状态下按下后,程序便处于暂停状态,控制柜报警器 在闪烁指示,此时可切换到“手动”状态下,如移动工作,转动转塔部件等。然后切换到“自 动”状态下,再松开 “暂停”按钮,程序将自动接着往下执行。注意:操作时,必须先切回到 “自动”状态再松开 “暂停”按钮。 说明:如果在自动运行中,工作台 X 或 Y 轴正在运行时按下“暂停”按钮,程序将暂停,松 开暂停按钮程序将继续接着运行。如果不能继续执行程序,只能按“复位”后,接着按“启动”, 最后按 “开始”再执行自动。 (4)“二维平台控制模式”旋钮右旋是“自动”运行控制模式,执行自动冲压时,选择此模 式。左旋是“手动”控制运行模式。在“手动”控制下,可以按下 X 轴+、X 轴-、Y 轴+、Y 轴- 按钮,单独对二维平台运行进行手动控制。A 轴是控制步进电机单方向运动(如果需要反方向运 行,可在触摸屏上实现). (5)手动冲压:在“二维平台控制模式”旋钮处于“手动”模式时,按下“手动冲压”开关,可 以控制增压汽缸上下动作(也可在触摸屏上实现)。 (6)“复位”按钮控制程序的总复位动作(也就是相当于急停按钮),按下“复位”按钮后,需 要再按“启动”按钮,方可操作实训台。如果在自动运行状态按下“复位”按钮后,自动将被取 消。如果再次启动自动,需要先按 “启动”,再按下“开始”。如果程序不能启动,请多按几次 “复位”按钮,再按“启动”按钮。 (7)“原点”控制程序的回零点动作。在“二维平台控制模式”处在“手动”方式下,按下“原 点”按钮,实训台将首先运行 X 轴回零点,接着 Y 轴回零点,再接着 A 轴回零点,最后仓储回 零点。在回零状态下按下“暂停”按钮,回零动作停止,松开暂停按钮,继续执行程序。 注意:每次自动加工时,实训台也是先执行回“原点”一次。因此,此“原点”按钮只作为调试
机器各坐标用。 6 5.实训台接线面板 2

图 2-6 实训台接线面板 6.实训台与控制柜连接线 1、伺服电机线直接采用白色塑料插口对插,编码器和动力线独立。 2、实验台的传感器类信号线采用两个航空插座对插连接。

三、机械设备的运输、开箱、安装和试车 1. 运输 本装置共两件,包括实训工作台和电气控制柜。实训工作台较重,运输时,要特别小心,不得 撞击和振动,以免损坏设备。 2.开箱 开箱后,应立即按照装箱单,检查全部附件是否备齐,检查设备突出部分,在运输过程中有无 损坏。 3.安装 本装置应安装在清洁,干净的地方。本装置可以进行机械加工,为保证设备工作平稳和加工精 度,必须放置在地面平整的房间,并且需提供三相交流电源。 4.试车 试车前应检查下列项目: (1)检查设备周围及内部是否有妨碍设备工作的障碍物。 (2)第一次通电前必须检查墙上电源,确保电源工作正常,才可以进行进一步操作。 (3)检查线路是否正常连接。 四、注意事项 为防止意外事故的发生及避免设备受到意外损坏,操作者必须遵守下面的安全规则,才可 能有效避免事故。 本说明中涉及的警告信息及可能发生的故障仅包括那些可以预知的情况,并不包括所有可 能发生的情况。 1.实训工作台应放置平稳,平时应注意清洁,长时间不用时机械装调对象最好加涂防锈油。 2.伺服驱动器在断电后,必须等待伺服驱动器显示闪烁结束,彻底断电后才可以再次上电 运行,否则伺服驱动器会显示报警,导致设备不能正常工作。 3.在通电情况下,严禁带电插拔设备上任何接线端子和排线,以免造成设备损坏。任何插 拔端子和排线的行为都必须在断电情况下进行。 4.设备在通电时,必须先确认设备周围人员没有其他操作行为,并通知设备周边人员设备 即将通电,以免造成意外事故的发生。 5.设备通电后,必须确认各操作旋钮处于工作要求模式下,才可以开始进行运行操作。 6.设备运行时发生故障,应该立即停止正在进行的不安全动作,检查设备排除故障后,才 可以继续上电运行。对不能及时排查出的故障,必须请相关工程技术人员进行排查维修,以免 造成设备的损坏及不可预测的事件发生。 7.加工过程中需要清理废料时,应先使加工停止,然后用刷子进行清理,严禁在加工过程 中动手清理。 8.加工停止后,必须在依次停止设备各模块电源,关闭设备“电源总开关”并取下钥匙后, 才可拆卸模具、取下工件。 9.工作过程中,严禁触摸或接近设备运动部件。 10.使用面板上的开关和按钮时,应确认操作意图及按键位置,防止误操作。 11.出现故障时,应及时按下控制柜面板上的“急停”按钮,使设备立即停止工作。 12.实训时长头发学生需戴防护帽,不准将长发露出帽外,除专项规定外,不准穿裙子、高 跟鞋、拖鞋、风衣、长大衣等。 13.装置运行调试时,不准戴手套、长围巾等,其他佩带饰物不得悬露。
14.实训完毕后,及时关闭各电源开关,整理好实训器件放入规定位置。 注意:任何对设备进行维修操作行为时,都必须停止运行设备,切断设备电源,并在确认 关闭设备“电源总开关”并取下钥匙后,方可以进行进一步操作。
推荐产品:
机械装调技术综合实训装置-第一代
机械设备装调与控制技术实训装置
机械装配技能综合实训平台
目 录
第一章:机械设备装调与控制技术实训装置简介
第二章:机械设备装调与控制技术实训装置组成及使用说明
第三章机械设备装调与控制技术实训装置-电气控制线路的组成与使用
第四章:机械设备装调对象的装配与调整
第五章:机械设备的调试与整机运行
附录一:机械设备装调与控制技术实训装置-西门子编程软件(STEP 7-MicroWIN-SMART)使用说明
附录二:机械设备装调与控制技术实训装置-昆仑通态触摸屏软件使用说明
附录三:机械设备装调与控制技术实训装置-安装西门子软件总是提示重启电脑的解决方法
附录四:机械设备装调与控制技术实训装置-控制电路图
|
