Ŀ ¼
��һ�£���е�豸װ������Ƽ���ʵѵװ�ü��....... .. .. .. .. .. .. ..................1
�ڶ��£���е�豸װ������Ƽ���ʵѵװ����ɼ�ʹ��˵��.......................
2 �����£�����������·�������ʹ��...............................................................9
��Ƶ��ģ��Ĺ�����ʹ��..................................................... .. .. .. ....11
�ŷ�������ģ��Ĺ�����ʹ��..........................................................14
����������ģ��Ĺ�����ʹ��..........................................................20
������ģ��Ĺ�����ʹ��........................................................ .. .. .. .25
����ģ�������. .. .. .. .. .. ....................................................... .. .. .. .30
�����£���е�豸װ�������װ�������.....................................................33
�����£���е�豸�ĵ�������������.............................................................48
��¼һ�������ӱ��������STEP 7-MicroWIN-SMART��ʹ��˵��................56
��¼��������̬ͨ����������ʹ��˵��..... ..... ..... ..... ..... ... .......................60
��¼������װ����������������ʾ�������ԵĽ������.. .. .. ....................72
��¼�ģ����Ƶ�·ͼ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ... ......73
������ ��е�豸װ�������װ�������
һ�����ϻ�����ת��������װ������� ��һ��ʵѵ�豸���������� ��� ���� �ͺż���� ���� ��ע 1 ��е�豸װ������Ƽ���ʵѵװ�� 1 �� 2 ��е�豸����װ��ͼֽ 1 �� 3 ����ƽ�� 300*300 1 �� 4 �����ǰ��� 1 �� 5 ��ͭ�� һͷ��14 һͷ��18 �ͦ�30 �� 1 �� 6 ��ץ���� 100 1 �� 7 һ����˿�� 10�� 1 �� 8 ���ÿ���ǯ ֱ�� 9 �硢��� 9 �� �� 1 �� 9 ���ÿ���ǯ ֱ�� 9 �硢��� 9 �� �� 1 �� 10 ����� 150mm��250mm �� 1 �� 11 ʮ����˿�� 1 �� 12 ����÷����ϰ��� ���� 17������ 7 �� 1 �� 13 ������ ���� 14 1 �� 14 ������ 420��530 1 �� 15 ���ΰ��� M14��M18��M27 �� 1 �� 16 Բͷ�� 1.5 �� 1 �� 17 ǯ���� 500g 1 �� 18 �� 1 �� 19 ��ͨ�α꿨�� ���̣�300mm�����ȣ�0.02mm 1 �� 20 ֱ�dz� 200��130��12.5mm 3 �� 21 �ٷֱ� 0��10mm�����ٷֱ�ת��ͷ 1 �� 22 �ܸ�ʽ�ٷֱ� 0.8mm 1 �� 23 ����Ա��� 24 С���Ա��� 1 �� 25 ���� 1 �� 26 ǧ�ֳ� ������Χ��0��25mm 1 �� 27 ������Χ��25��50mm 1 �� 28 ������Χ��50��55mm 1 �� 29 ͭ��Ƭ������ֽ 1 ��
30 ������ ���� 31 ����� 405mm��305mm��145mm 2 ��
������װ�乤�����̼�ע������ 1.װ��ǰ�������� ��1����Ϥͼֽ������嵥��װ������ ��2������ļ���������걸��� ��3��ѡ����ʵĹ������� ��4������಼��ϴ��� 2.װ�乤������ ��1�����鴲�����װ�������
�����顾�崲�����塿�͡��崲�Ҵ����塿��װ�ڡ��崲�װ塿�ϣ��� 6 �� M8��25 �� ����������ݶ����Ӳ���ֵ��棩�̶����ݶ�Ԥ�������ݶ�Ԥ��֮ǰ�ѡ����װ�װ�塿�������� �崲������֮�䣬����ͨ�α꿨�ߣ����̣�300mm�����ȣ�0.02mm���ദ��������崲������ ֮��ľ���Ϊ 120���ߵ������崲�����壬�ߴ�� 6 �� M16 ����ָ�����˿���崲�������� ��̶����ٴ�� 6 �� M8X25 ������������ݶ����̶������崲������֮�����ÿ��߲�������֮��ľ���Ϊ 120mm���糬�� ����Ӧ�����������崲�塣������� 120mm����Ӧ��������װ�� ע�⣺�������崲�����������Ƚϴ�һ�˵����Ƚ������ѣ�һ�����崲�����岻��Ҫ�� �²��װ�䡣 �� 6 �� M6��25 ������������ݶ����Ӳ���ֵ��棩�ѡ��崲�����塿װ��������崲�� ����֮�䡣��װ��õij崲�������� 4 �� M10��30 ������������ݶ����Ӳ���ֵ��棩�̶� �������װ��ϡ� ��2����ģ�̵�װ�������
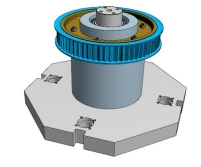
��������ģ����͡�����ģ���ô�Բ������С���� 32909��������ģ����СԲ���� ��С���� 32907�������Ϳ�����͡���ͼֽҪ������ 32909 ����� 32907 ����е��� Ȧװ���ڡ���ģ�������Ӧλ�ã������ 32909 ��е���Ȧװ�䵽����ģ�̶̹������Ӧ λ�ã��������е���Ȧװ�䵽���ϡ���ģ�������Ȧ�̶��˸ǡ��ڡ��� 6 �� M6��16 ����� �������ݶ����Ӳ���ֵ��棩�ѡ�08B49 �����֡��͡���ģ�̶̹���̶���һ�𡣰�ͼֽ��Ҫ ��װ�������Ȧ�ġ���ģ����͡���ģ�̶̹������ 6 �� M4��12 ������������ݶ� ���Ӳ���ֵ��棩�̶���һ��6 ���ݶ�Ԥ���������߲������ϡ���ģ�������Ȧ�̶��˸ǡ��� ����ģ�̶̹��֮��ļ�϶����¼�Ĵβ����ļ�϶�������ƽ��ֵ����ǧ�ֳ߲�������ֽ�� ��ȣ�ѡ������ֽ�ĺ����С�����߲������ļ�϶���ٰ� 4 �� M4��12 ������������ݶ����� ����ֵ��棩ж�£�ȡ�¡��ϡ���ģ�������Ȧ�̶��˸ǡ�����ѡ�������ֽ���ѡ��ϡ���ģ�� �����Ȧ�̶��˸ǡ�������ֽ���ݶ��̶��ڡ���ģ�̶̹���ϡ�װ�䡢����ʹ����ģ�̶̹� �ת���� �� 6 �� M6��16 ������������ݶ����Ӳ���ֵ��棩�ѡ���ģ�̡��̶��ڡ���ģ�̶̹� ��ϣ�6 ���ݶ�Ԥ������װ�С���ģ�̡��ġ���ģ�̶̹���ŵ� 300��300 �Ļ���ƽ���ϣ� ����ģ�̡����ϣ��Ѵ���Ա������ڻ���ƽ���ϣ��ٷֱ�����ͷ�Ӵ��ڡ���ģ�̡�����Բ�ϣ�ת ������ģ�̡�������������ģ�̵ľ���������ʹ��ģ�̵ľ�����������Ҫ�ߵ�����ģ�� �ľ��������ߴ�� 6 ���ݶ����� 6 �� M6��25 ������������ݶ����Ӳ���ֵ��棩��װ��� �ġ���ģ�̡�װ���ڡ��崲�����塿�ϡ���ɡ���ģ�̡���װ��������� ��3����ģ�̵�װ�������
��������ģ����͡�����ģ���ô�Բ������С���� 32909��������ģ����СԲ�� ����С���� 32907�������Ϳ�����͡���ͼֽҪ������ 32909 ����� 32907 ����е� ��Ȧװ���ڡ���ģ�������Ӧλ�ã������ 32909 ��е���Ȧװ�䵽����ģ�̶̹������ Ӧλ�ã������ 32907 ��е���Ȧװ�䵽���ϡ���ģ�������Ȧ�̶��˸ǡ��ڡ� ��װ�������Ȧ�ġ���ģ����͡���ģ�̶̹����ͼֽ��Ҫ��װ����һ���� 6 �� M4 35 ��12 ������������ݶ����Ӳ���ֵ��棩�̶���һ��6 ���ݶ�Ԥ���������߲������ϡ���ģ �������Ȧ�̶��˸ǡ��͡���ģ�̶̹��֮��ļ�϶����¼�Ĵβ����ļ�϶�������ƽ��ֵ�� ��ǧ�ֳ߲�������ֽ�ĺ�ȣ�ѡ������ֽ�ĺ����С�����߲������ļ�϶���ٰ� 4 �� M4��12 ������������ݶ����Ӳ���ֵ��棩ж�£�ȡ�� 137���ϡ���ģ�������Ȧ�̶��˸ǡ�����ѡ�� ������ֽ���ѡ��ϡ���ģ�������Ȧ�̶��˸ǡ�������ֽ���ݶ��̶��ڡ���ģ�̶̹���ϡ�װ �䡢����ʹ����ģ�̶̹��ת������ 6 �� M6��16 ������������ݶ����Ӳ���ֵ��棩 �ѡ�08B49 ��ͬ�����֡��͡���ģ�̶̹���̶���һ��
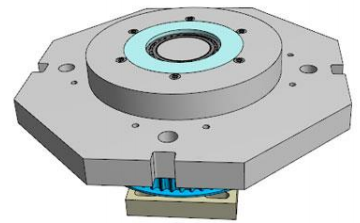
�� 6 �� M6��45 ������������ݶ����Ӳ���ֵ��棩�ѡ���ģ����͡���ģ�̵װ塿 װ����һ���ڡ���ģ�̡����� M4��12 �����ʮ�ֳ�ͷ�ݶ��ѡ��ֶ���ԭ����顿װ���� ����ģ�̡��ϡ��� 6 �� M6��16 ������������ݶ����Ӳ���ֵ��棩�ѡ���ģ�̡��̶��ڡ��� ģ����ϣ�6 ���ݶ�Ԥ������װ�С���ģ�̡��� 133����ģ����ġ���ģ�̵װ塿�ŵ� 300 ��300 �Ļ���ƽ���ϣ�����ģ�̡����ϣ��Ѵ���Ա������ڻ���ƽ���ϣ��ٷֱ�����ͷ�Ӵ��ڡ��� ģ�̡�����Բ�ϣ�ת������ģ�̡�������������ģ�̡��ľ���������ʹ����ģ�̡��ľ����� ������Ҫ�ߵ�������ģ�̡��ľ��������ߴ�� 6 ���ݶ�����ɡ���ģ�̡���װ��������� ��4���ϡ���ģ����ͬ���װ�������
��ͼֽҪ������������ģ�̶�λ�����ס��͡�����ģ�̶�λ��֧�ܡ����Ŀ� M5��25 �����ʮ����ͷ�ݶ����Ӳ���ֵ��桢ƽ�棩�� M5 ������ĸ�̶���һ��M5 ������ĸԤ ������װ�С�����ģ�̶�λ�����ס��ġ�����ģ�̶�λ��֧�ܡ��� M6��20 ������������� �����Ӳ���ֵ��桢ƽ�棩�̶��ڡ��崲�װ塿�ϡ����̶����ײ�֧�ܡ��� M6��12 ������� �����ݶ����Ӳ���ֵ��桢ƽ�棩�̶��ڡ��崲�װ塿�ϣ��ݶ�Ԥ������������һ��������� �ס��ĸ߶ȡ�λ�ú�����һ��������ģ�̶�λ�����ס��ĸ߶ȡ�λ�ã�ʹ���桾����ģ�̶�λ ��������ܺõIJ��롾��ģ�̡���λ���У���������磬�ߵ����ߴ���̶�����һ������� ���ס����ݶ����ٵ�������һ����������ס��ĸ߶ȡ�λ�ú�����һ��������ģ�̶�λ���� �ס��ĸ߶ȡ�λ�ã�ʹ���桾����ģ�̶�λ��������ܺõIJ��롾��ģ�̡���λ���У����� �����磬�ߵ����ߴ���̶�����һ����������ס����ݶ���������ģ�̶�λ��֧�ܡ��͡��̶� ���ײ�֧�ܡ����ݶ��������ú��ڡ�����ģ�̶�λ��������͡�����ģ�̶�λ�����ס�֮�� �����͡� (5)��ѹ�������͵���ض�λ��ͨ����װ������� �� 2 �� M6��12 ������������ݶ����Ӳ���ֵ��桢ƽ�棩�ѵ�ѹ������װ�䵽�崲
�������ϣ��� 2 �� M3��30 �����ʮ����ͷ�ݶ����Ӳ���ֵ��桢ƽ�棩�ѵ���ض�λ ��ͨ��װ�䵽�崲�������ϣ���������ס�����ض�λ��ͨ���͵�ѹ�������� PU ������ ����һ�� ��6����������������֧�ܵ�װ������� �Ѹ�Ӧ���طֱ�װ�䵽�����ס��ϣ���ͼֽҪ���� M4��12 �����ʮ����ͷ�ݶ����̶��� ��Ӧλ���ϣ��������ӽ����ص�����ľ���Ϊ 2mm��4mm�� ���ϲ��������ο��� �������ϲ�����ʮ�ֻ�̨����װ������� ��һ��ʵѵ�豸����������
��� ���� �ͺż���� ���� ��ע 1 е�豸װ������Ƽ���ʵ ѵװ�� HKMDTK-1 �� 1 �� 2 ��е�豸����װ��ͼֽ 1 �� 3 ��ͨ�α꿨�� ���̣�300mm�����ȣ� 0.02mm 1 �� 4 ����α꿨�� ���̣�200mm�����ȣ� 0.02mm 1 �� 5 �ܸ�ʽ�ٷֱ� 0.8mm 1 ֻ 6 �ٷֱ� 0��10mm�����ٷֱ�ת��ͷ 1 ֻ 7 С���Ա��� 1 �� 8 ����Ա��� 1 �� 9 ���� 1 �� 10 ֱ�dz� 200��130��12.5mm 1 �� 11 �����ǰ��� 1 �� 12 7 ����Ͳ 1 �� 13 �� 1 �� 14 ��ͭ�� һͷ?14 һͷ?18 1 �� 15 ������Ƭ 1 �� 16 ����� 405mm��305mm��145mm 2 �� 17 ������ ���� 18 ���� ����
������װ�乤�����̼�ע������ 1.װ��ǰ�������� ��1����Ϥͼֽ������嵥��װ������ ��2������ļ���������걸��� ��3����ϴ��������з�� ��4��ѡ������ ��5���ݶ���ƽ�桢����ȵ��� 2.װ�乤������ ��1����װֱ�ߵ���(һ) 1���ԡ��װ塿�IJ��棨ĥ���棩Ϊ���� A�������� A ��������ߣ��Դ���Ϊ����װֱ �ߵ��졣 2���� ��ֱ�ߵ��죨һ�����е�һ���ŵ� ���װ塿�ϣ�ʹ��������˿��ڡ����춨λ���顿�� 37 ������������ڹ̶���λ���Ʋ��ܿ��ڶ�λ�����ϣ����ڵ����붨λ����֮�����ӵ����� Ƭ������ M4��16 �IJ�����������ݶ����ӵ��棩Ԥ����ֱ�ߵ��졣 3�����յ��찲װ�����ĵ����� A �ľ���Ҫ��������α꿨�߲�������������ֱ�ߵ��죨һ���� �롾���춨λ���顿֮��ĵ�����Ƭ��ʹ֮�ﵽͼֽҪ�� 4����С���Ա�������ֱ�ߵ��죨һ���Ļ����ϣ��ٷֱ��IJ���ͷ�Ӵ��ڻ��� A �ϣ���ֱ�� ���죨һ���������飬ͨ�����������죬ͬʱ����������Ƭ�ĺ�ȣ�ʹ�õ��������֮�� ��ƽ�жȷ���Ҫ������̶��� ���װ塿�ϣ���ѹ�����춨λװ�á� �����İ�װ�������Ը�ֱ�ߵ���Ϊ��װ��(���³Ƹõ���Ϊ������)�� 5������һ��ֱ�ߵ��죨һ���ŵ��װ��ϣ����������ݶ�Ԥ���˵��죬���α꿨�߲���������֮ ��ľ��룬ͨ�����������뵼�춨λ����֮��ĵ�����Ƭ����������ľ����������Ҫ��� ���롣 6���Եװ��ϰ�װ�õĵ���Ϊ�������ܸ�ʽ���ڻ�����Ļ����ϣ��ٷֱ��IJ���ͷ�Ӵ����� һ������IJ��棬�ػ����컬�����飬ͨ�����������죬ͬʱ����������Ƭ�ĺ�ȣ�ʹ ��������ƽ�жȷ���Ҫ������̶��� 4���װ塿�ϣ���ѹ�����춨λװ�á� ע��ֱ�ߵ���Ԥ��ʱ���ݶ���β��Ӧȫ��������ף������϶�����ʱ�ݶ�β���뻬�鷢��Ħ���� �����»�����
��2����װ����˿�ˣ�һ�� 1���� M6��20 �IJ�����������ݶ����Ӧ�6 ƽ�桢���棩������ĸ֧��(һ)���̶��� 3���� ��˿�ˣ�һ��������ĸ�ϡ� 2��������а�װ���ߡ�ͭ���ȣ������˸ǣ���������������ڸ�Ȧ������������Ȧ�������ǽӴ��� �� 7202����2�������� 6202���ֱ�װ�ڡ�����˿��(һ��������Ӧλ�á� ע��Ϊ�˵������ǽӴ���е�������϶����м�����ڡ����ȦӦ�� �������� 3�������������һ�����͡���������������ֱ�װ��˿���ϣ��� M4��10 ������������ݶ� �����˸ǣ��������� 1���˸ǣ��������̶���������ϡ� ע��Ӧͨ�������������˸�֮��ļ�϶��ѡ����Ӧ�ĵ�����Ƭ�� 3�������������һ�����͡���������������ֱ�װ��˿���ϣ��� M4��10 ������������ݶ� �����˸ǣ��������͡��˸ǣ��������̶���������ϡ� ע��Ӧͨ�������������˸�֮��ļ�϶��ѡ����Ӧ�ĵ�����Ƭ�� 4���� M6��30 ������������ݶ����Ӧ�6 ƽ�桢���棩�������Ԥ���ڵװ��ϡ���˿������ �˰�װ��Ԥ���ܡ�����M14��1.5 Բ��ĸ�������� 3��3��19������ͬ������(һ)���������ֵ�Ȧ (һ)���� ��M4��10 �������������˨���� 5���ֱ�˿����ĸ�ƶ���˿�˵����ˣ��øܸ�ʽ�ٷֱ��ж�������������ĸ��Ƿ���ȡ�ͨ ����������¼�����Ӧ�ĵ�����Ƭ��ʹ������������ĸߵ�����Ҫ��ķ�Χ�ڡ� 38 6���ֱ�˿����ĸ�ƶ���˿�˵����ˣ�ͬʱ��С���Ա������� ��ֱ�ߵ���(һ)���Ļ����ϣ� С���Ա�������ͷ�Ӵ���˿����ĸ�ϣ���ֱ�ߵ��컬�����飬ͨ���������������ʹ ��˿��(һ)���� 5��ֱ�ߵ���(һ)��ƽ�жȵ�����Ҫ��ķ�Χ�ڡ� ע�� �� 1 ����˿�˵���ĸ��ֹ����˿�ˣ���������ĸ�� �� 2 ��еİ�װ��ʽ������ȷ

��3����װֱ�ߵ��죨���� 1������ֱ�ߵ��죨�������е�һ���ŵ��������塿�ϣ��� M4��16 �IJ�����������ݶ����� ��4 ���棩Ԥ����ֱ�ߵ��졣 2��������α꿨�߲������찲װ�����ĵ����� B �ľ��룬�ֵ���ͼֽҪ��ijߴ硣 3����С���Ա������ڡ�ֱ�ߵ��죨�������Ļ����ϣ��ܸ�ʽ�ٷֱ��IJ���ͷ�Ӵ������� C �ϣ���ֱ�ߵ��죨�����������飬ͨ�����������죬ʹ�õ��������֮���ƽ�жȷ��� Ҫ������̶��ڡ������塿�ϣ���ѹ�����춨λװ�á� �����İ�װ�������Ը�ֱ�ߵ���Ϊ��װ��(���³Ƹõ���Ϊ������)�� 4������һ��ֱ�ߵ���ŵ��װ��ϣ����������ݶ�Ԥ���˵��죬���α꿨�߲���������֮��� ���룬��������ľ����������Ҫ��ľ��롣 5���ԡ������塿�ϰ�װ�õĵ���Ϊ������С���Ա������ڻ�����Ļ����ϣ��ܸ�ʽ�ٷ� ���IJ���ͷ�Ӵ�����һ������IJ��棬�ػ����컬�����飬ͨ�����������죬ʹ������ ƽ�жȷ���Ҫ������̶��ڡ������塿�ϣ���ѹ�����춨λװ�á� ע��ֱ�ߵ���Ԥ��ʱ���ݶ���β��Ӧȫ��������ף������϶�����ʱ�ݶ�β���뻬�鷢��Ħ ���������»����� ��4����װ����˿�ˣ����� 1���� M6��20 �IJ�����������ݶ����Ӧ�6 ƽ�桢���棩������ĸ֧�����������̶��ڡ��� ��˿�ˣ�����������ĸ�ϡ� 2��������а�װ���ߡ�ͭ���ȹ��ߣ������˸ǣ���������������ڸ�Ȧ������������Ȧ�������ǽ� ����� 7202������������ 6202���ֱ�װ�ڡ�˿�ˣ�����������Ӧλ�á� ע��Ϊ�˵������ǽӴ���е�������϶����м�����ڡ����ȦӦ���������� 3�������������һ�����͡���������������ֱ�װ�ڡ�����˿�ˣ��������ϣ��� M4��10 �� ����� �����ݶ������˸ǣ��������͡��˸ǣ�һ�����̶���������ϡ� ע��ͨ�������������˸�֮��ļ�϶��ѡ����Ӧ�ĵ�����Ƭ�� 4���� M6��30 ������������ݶ����Ӧ�6 ƽ�桢���棩�������Ԥ���ڡ������塿�ϡ���˿ �������˰�װ��Ԥ���ܡ�����M14��1.5 Բ��ĸ����
5���ֱ�˿����ĸ�ƶ���˿�˵����ˣ��øܸ�ʽ�ٷֱ��ж�������������ĸ��Ƿ���ȡ�ͨ ����������¼�����Ӧ�ĵ�����Ƭ��ʹ������������ĸߵ�����Ҫ��ķ�Χ�ڡ� 6���ֱ�˿����ĸ�ƶ���˿�˵����ˣ�ͬʱ��С���Ա������ڡ�ֱ�ߵ���(�������Ļ����ϣ� �ܸ�ʽ�ٷֱ�����ͷ�Ӵ���˿����ĸ�ϣ���ֱ�ߵ��컬�����飬ͨ���������������ʹ ������˿�ˣ��������롾ֱ�ߵ���(��)��ƽ�жȵ�����Ҫ��ķ�Χ�ڡ� ע�� �� 1 ����˿�˵���ĸ��ֹ����˿�ˣ���������ĸ�� �� 2 ��еİ�װ���������ȷ�� ��5���������尲װ���л�����
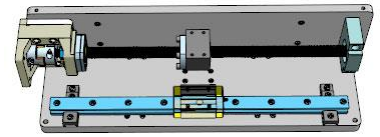
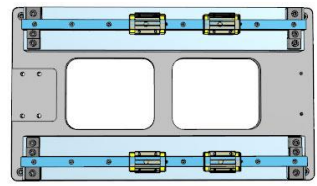
1���� M8��20 �IJ�����������ݶ����Ӧ�8 �ĵ��棩���Ѱ�װ��ֱ�ߵ��죨�������� ˿�ˣ���������������ֱ��װ�ڡ��л��塿�ϡ� 2���� M8��20 �IJ�����������ݶ����Ӧ�8 �ĵ��棩�����߰塿��װ�ڡ��л��塿�� �������塿�ϡ� 3����ֱ�dzߵ�һ�߷��ڡ��л��塿�ϲ���ֱ�������塿���ƶ�ֱ�dz�ʹ������������塿�� �����߲����������ֱ�dz�֮��ļ�϶�������жϡ��л��塿�͡������塿�Ĵ�ֱ�ȡ� 4���� M5��20 �IJ�����������ݶ����Ӧ�5 �ĵ��桢ƽ�棩�����ŷ��������װ�ڡ��� ��֧�����������ϡ� 5��������������������װ�� 40������˿�ˣ��������ϡ� 6���� M8��25 �IJ�����������ݶ����Ӧ�8 �ĵ��桢ƽ�棩���Ѱ�װ�õĵ��ͨ������ ��������װ�ڡ������塿�ϡ� ��6�� ��װ�л���
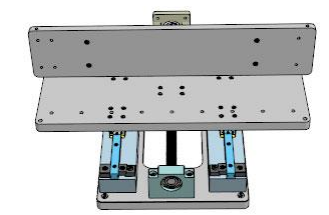
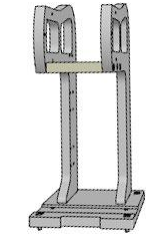
1�������ȸ߿顿�ֱ����ֱ�ߵ��컬���ϣ��� ���л��塿ƽ���ڡ��ȸ߿顿�ϣ������� ���λ�ã��� M4��70 ������������ݶ����Ӧ�4 ���棩���ȸ߿顢�л���̶��ڵ��컬 ���ϡ� 2���� M6��20 ������������ݶ����Ӧ�6 ���棩�����л��塿�͡���ĸ֧��(һ����Ԥ�� ��һ�������߲���˿����ĸ֧��(һ)���л���֮��ļ�϶�� 3���� M4��70 �IJ�����������ݶ����ɣ�ѡ����Ӧ�ĵ�����Ƭ���ڡ���ĸ֧��(һ�����루�л� 40 �壩֮�䡣 4�������л��塿�ϵ��ݶ�Ԥ�� ����ֱ�dz�ƽ���ڡ��л��塿�ϣ�ֱ�dz߶̱߽����ڡ������塿�Ļ� �� C �ϣ����ô���Ա����̶�ֱ�dzߡ���С���Ա��������ڵװ��ϵĺ���λ�ã��ܸ�ʽ�ٷֱ��� ͷ�Ӵ���ֱ�� �ߵ���һ���ϣ��ƶ����л��塿�۲�ٷֱ�����ı仯�����������������µ��쵼���˶���ֱ ����������Ҫ��ķ�Χ�ڡ� 5�����л�������˿������ ��7����װ�ϻ���
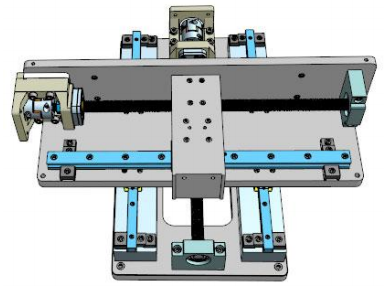
1���� M4��70 �������ݶ����Ӧ�4 ���棩���ڡ��ϻ��塿�͡��ȸ߿顿�ϣ����������λ �ã����ϻ��尲װ���������ϡ� 2���� M6��20 ������������ݶ����Ӧ�6 ���棩�����ϻ��塿�͡���ĸ֧��(��)��Ԥ����һ �������߲���˿����ĸ֧�����������ϻ���֮��ļ�϶��С�� 3���� M4��70 ���������ݶ����ɣ�ѡ����Ӧ�ĵ�����Ƭ����˿����ĸ֧�����������ϻ���֮ ��ļ�϶�� 4�����ϻ�����ݶ������� ��8����װ���ּ������ 1���� M6��16 �IJ����ʮ�ֳ�ͷ�ݶ����������̶ֹ��塿�̶��ڡ����֡��ϡ� 2���� M4��12 �IJ����ʮ�ֳ�ͷ�ݶ���������顿�̶��ڡ����֡��ϡ� 3���� M4 �IJ������ĸ��������������̶��ڡ���顿�ϡ� 4���� M6��20 �IJ�����������ݶ������ְ�װ�ڡ��ϻ��塿�ϡ� ��9����װ�ӽ����� ��1���� M3��16 �IJ����Բͷ��˿���Ӧ�3 ƽ�棩���ӽ����ذ�װ�ڽӽ�����֧�ܣ�1�� �ϡ� ��2���� M6��12 �IJ����Բͷ��˿���Ӧ�6 ƽ�棩���ӽ�����֧�ܣ�1����װ���������ϡ� ��3���� M4��12 �IJ����Բͷ��˿���Ӧ�4 ƽ�棩���ӽ�����֧�ܣ�2����װ�� ���л��塿 �ϡ� ��4���� M3��16 �IJ����Բͷ��˿���Ӧ�3 ƽ�棩���ӽ����ذ�װ�ڽӽ�����֧�ܣ�2�� �ϡ� ���ϲ��������ο��� ����ģ�ߵ�װ���뱣��ά��
��һ�� ģ�ߵĹ�� ��װ����������ģ�ߣ� ȫ�����ù�ҵ��ģ�߱����죬 �û��ɸ��ݿ���״Ҫ��ѡ ����Ӧģ�� ����� 1 ��ʾ���� ת�������� 4 ����λ�� �� 1 ��״ Բ�� ���� Բ�� ���ο� �ߴ� ��4 4��4 ��4 4��6 ������ ģ�ߵ�װ�乤�����̼�ע������ 1.װ�乤������ ��1��������ģ�������ú�ͻ�������ϴ�ɾ�������ɡ� ��2�����ڵ����м������ͣ�ʹ��Ĥ���ȷֲ����ڱ��У�Ȼ�������롣 ��3���ѵ����µ�鴩������װ���ڵ����ϣ��ý����ݶ������ע������ݶ��Ķ���Ӧ ���ö��ڵ����µ������У�����������Ч���ɡ� ��4��װ�ϵ��ɺ͵��ɹ̶���ĸ��ͨ���������ɹ̶���ĸ���ڵ���ѹ���߶ȣ�ʹ֮��װ ��ͼ��Ҫ��һ�¡� ��5��������ɹ̶���ĸ�ϵĽ����ݶ��� ��6����ģװ����ϣ���װ�õ���ģ������ģ��װ���������װ��Ҫ�ο����ġ��� е������װ�������- ��3��ģ�ߵ�װ�����������������װ���ԡ� 2.ע������ ģ�����ӦС�ķ��úͰ�װ��������ˣ� ������ģ�ߵ�ά�������� 1.ģ�ߵ���ĥ ������ĥģ���dz������һ���Եı�֤��������ĥģ�߲��������ģ�ߵ�ʹ����������������� ��ʹ�������� ����ģ�ߵ���ĥ��û��һ���ϸ�Ĵ��������ȷ���Ƿ���Ҫ��ĥ����Ҫ�������������ؾ����� ��1������п�Բ�ǰ뾶�ﵽ R0.10 ������Ҫ��ĥ�� ��2��������������Ƿ��нϴ��ë�̲����� ��3��ͨ��������ѹ�������������Ƿ���Ҫ��ĥ�����ͬһ��ģ�߳�ѹ�����쳣��˵�� ��ͷ�Ѿ����ˣ���Ҫ��ĥ�� ������������������ȷ����ѵ���ĥʱ�䡣 ����������ĥ�ἱ�ټӾ�ģ���пڵ��ƻ����������С�� 80000 �γ�ͷ�пڵ�Բ�Ǿ� �ﵽ R1.0 ���ף�����˵ģ����Ҫ��ĥ�� 1.0 ���ס� �����ȷ����ĥ������ͷ���п�Բ�Ǵﵽ 0.25 ������ĥ��ģ�ߵ��пھ������� ���������� ע����ȷ����ĥ����������������ĥ�� ������ĥģ�ߣ���������;��ȿ��Ա����ȶ��� 2.��ĥ�ķ��� ģ�ߵ���ĥ�м��ַ�������ķ����ǿͻ���ƽ��ĥ����ʵ��ģ�ߵ���ĥ�� ��ĥ�Ĺ��� ģ����ĥʱҪ������������أ� ��1���п�Բ���� R0.10����0.25 ���״�С�����Ҫ���пڵķ����̶�
��2������˾�������һ�����ɡ���������ɰ�ֽ�����ĥ�� ��3��ÿ�ε�ĥ������Ӧ���� 0.013 ���ף�ĥ������������ģ�߱�����ȣ��൱���� ������ģ�߱����� ���ģ�ߵ�ʹ�������� ��4����ĥʱ����㹻����ȴҺ�� ��5��ĥ��ʱӦ��֤��ͷ����ģ�̶�ƽ�ȣ�����ר�õĹ�װ�оߣ��ܹ����ٲ��ܱ�֤б �пڵ���ȷ��ĥ�� ��6��ģ�ߵ���ĥ����һ���ģ�����ﵽ����ֵ����ͷ��Ҫ���ϡ��������ʹ�ã����� ���ģ�ߺͻ�е�����ò���ʧ�� 3.ʹ�ù����о������ֵ����⼰������� ��1��ģ��ĥ������
���� ԭ�� ������� ģ��ĥ������ ��������ģ��϶��ƫС�� ����ģ��϶ ����ģ������ ��λ����������ģ���� û�м�ʱ�����Ѿ�ĥ���ģ�ߵ� �������ש�������� ���� ��ͷ���� *�ڰ����ϼ����� *�ڳ�ͷ����ģ֮�䱣֤�� *��ͬһ��������ʹ�ö��ͬ �����ߴ�ij�ͷ ��ĥ�������������ģ�ߵ��� �𣬴Ӷ����ĥ��Ӿ� *������ĥ��ɰ�� *��������ɰ�� *С�ijԵ��� *�㹻����ȴҺ ����ӹ� *���� *������ʽ���� ��2����ͷ���ϼ���ͷճ�� ���� ԭ�� ������� �� ͷ �� �ϼ� �� ͷ ճ �� ��������ģ��϶��ƫС�� ����ģ��϶ ��ͷ�пڶۻ� ��ʱ��ĥ ���� ���������� ��3��ж������ ���� ԭ�� ������� ж������ ��������ģ��϶��ƫС�� ����ģ��϶ ��ͷĥ�� ��ʱ��ĥ ����ƣ�� �������� ��ͷճ�� ��ȥճ�� ��4����ѹ���� ���� ԭ�� ������� ��ѹ���� ж������ ������ģ��϶���������� ��ж���� �����ڹ���̨�ϼ�ש���ڵ����� ��С�����ߴ硢������� ���Ϻ� �������ñ���
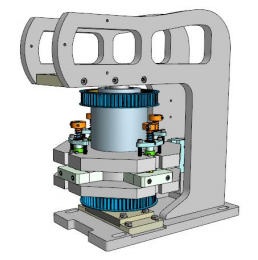
�ġ���е������װ������� 43 ��һ��ʵѵ�豸���������� ��� ���� �ͺż���� ���� ��ע 1 ��е�豸װ������Ƽ���ʵ ѵװ�� 1 �� 2 ��е�豸����װ��ͼֽ 1 �� 3 �����ǰ��� 1 �� 4 ��ͭ�� һͷ��14 һͷ��18 �ͦ�30 �� 1 �� 5 ��צ���� 100 1 �� 6 ͨоһ����˿�� 10�� 1 �� 7 ����� 150mm��250mm �� 1 �� 8 ����÷����ϰ��� ���� 17������ 7 �� 1 �� 9 ����ʮ����˿�� 1 �� 10 Բͷ�� 1.5 �� 1 �� 11 ǯ���� 500g 1 �� 12 �� 1 �� 13 ��ͨ�α꿨�� ���̣�300mm�����ȣ� 0.02mm 1 �� 14 �ٷֱ� 0��10mm�����ٷֱ�ת��ͷ 1 �� 15 �ܸ�ʽ�ٷֱ� 0.8mm 1 �� 16 ����Ա��� 1 �� 17 С���Ա��� 1 �� 18 ���� 1 �� 19 ֱ�dz� 200��130��12.5mm 1 �� 20 ǧ�ֳ� ������Χ��0��25mm 1 �� 21 ������Χ��25��50mm 1 �� 22 ������Χ��50��75mm 1 �� 23 ͭ��Ƭ������ֽ 1 �� 24 ������ ���� 25 ����� 405mm��305mm��145mm 2 �� ������װ�乤�����̼�ע������ 1.װ��ǰ�������� ��1����Ϥͼֽ������嵥��װ������ ��2������ļ���������걸��� ��3��ѡ����ʵĹ������� ��4������಼��ϴ��� 2.װ�乤������ ���ϻ�����ʮ�ֻ�̨����װ���������װ��õ����ϻ�����ʮ�ֻ�̨�������� 6 �� M10 ��30 ������������ݶ����Ӳ���ֵ��棩�̶��������װ��ϡ� ��ͬ�����֣�2��װ�䵽�ײ����˿���ϣ��� M4��12 ������������ݶ����Ӳ���ֵ��棩�� ���ֵ�Ȧ��һ���̶���˿���ϡ� �� M5��20 ������������ݶ����Ӳ���ֵ��棩���²��ŷ�����͵��֧�ܣ�һ���̶� ��һ�𣬰�ͬ�����֣�һ��װ�䵽�²��ŷ�������ϣ����� M6��16 ��ͨ�������˽����� ���̶����� M5��12 �������������˨���Ӳ���ֵ��棩�Ѵ��ֵ�Ȧ�������̶����ŷ���� ���ϡ��� 4 �� M10��30 ������������ݶ����Ӳ���ֵ��棩��װ���ŷ�����ĵ��֧��
һ���̶��������װ��ϣ��ݶ�Ԥ����װ��ͬ������270XL050�����ø�ֱ�ߵ�����ͬ�����ֵ� ���湲�棬�ߵ������ֶ��湲��ʹ����Ž��ȣ��ߴ���̶����֧�ܣ�һ�����ݶ��� ����װ��ͼ��Ҫ�����ϻ�����ʮ�ֻ�̨���л����� 3 ���ӽ����أ�GKB-M0524NA���� ������Ӧλ�ã��������ӽ����ظ�Ӧ�鵽�ӽ����صľ��룬��������Ϊ 2mm��5mm�� ����װ��ͼ��Ҫ�����ϻ�����ʮ�ֻ�̨���²�� 3 ���ӽ����أ�GKB-M0524NA���̶��� �����װ��ϣ��������²�ӽ������Ӧ֧�ܵ��ӽ����صľ��룬��������Ϊ 2mm��5mm�� 3��ģ�ߵ�װ����� ���豸��������ģ�ߣ������Է���ģ��Ϊ��������ģ�ߵĵ������ѷ���ģ��װ���� 1 �Ź�λ�ϡ� ���豸���� 4 ����λ����װ��ģ�ߣ��ֱ���ϱ��Ϊ 1��2��3��4��1 �Ź�λ�ڳ�ͷ�·�ʱ��Ӧ�� ��ģ��ԭ��λ�á�����ģ�̶��� 2��ע�⣺���۴���ģ�̶��� 2 ���м�֣�һ�ߴ�һ��С��С��һ �����£� �� 2 �� M6��30 ������������ݶ����Ӳ���ֵ��棩�̶�����ģ�̵� 1 �Ź�λ�ϣ��ݶ� Ԥ������ 4 �� M6��12 ������������ݶ����Ӳ���ֵ��桢ƽ�棩����̶�����ģ�� 1 �Ź� λ�Ŀ��ڣ�ע�⣺����ϼ���Ӧ�����棩���ݶ�Ԥ����ȡģ��У��һ�ף���������ģ�ߵ�ͬ�ģ��� У����ģ����װ������ģ�̶��� 1 ����ģ�̶��� 2 ֮�䣨ע�⣺װ��У����ģ����ʱӦ���ϲ��� ��װ����Ϊ��ģ�̶��� 2 �ļ��۴��м�֣�һ�ߴ�һ��С��С��һ�����£����� M5��30 ������� �����ݶ����Ӳ���ֵ��棩����ģ�̶��� 1 �̶�����ģ�̶��� 2 �ϣ��ݶ�Ԥ����������ģ�̵� 1 �Ź�λ��ת����ͷ�·��������ƶ���������ģ�̶�λ�õ������ʹ����ģ�̶�λ��������������� ģ�̶�λ���ڣ�ֱ��ģ�ߵ�����ɺ��ɿ�����ģ��У����ģ���ִ�����ϲ��¼��۶�Ӧ�������ϡ� ��ģ�ߵ�ͬ�ģ�������ͬ�ĺ�������ģ����ë���ϳ���Ŀı���ë������ƽ�еģ��ܸ�ʽ�� �ֱ���ͷ�Ӵ���ģ����У����б�沿�֣�С���Ա������������ϻ������ϻ����ϣ�������ת���ϻ� ��ʹУ����б�沿�������ϻ������ϻ���ƽ�У�ƽ�ж��� 0.01mm ���ڣ��Ա�֤���ײ���б�ġ��� �����ߴ�����е��ݶ��������ú��һ��У��ȡ�·źã��ڰѷ���ģ�ߵ���ģװ������ģ�̶��� 1 ����ģ�̶��� 2 ֮�䣨ע�⣺װ����ģʱӦ���ϲ�����װ����Ϊ��ģ�̶��� 2 �ļ��۴��м�֣� һ�ߴ�һ��С��С��һ�����£����� M5��30 ������������ݶ����Ӳ���ֵ��棩����ģ�̶��� 1 �̶�����ģ�̶��� 2 �ϣ��ݶ������ ��ͼֽҪ���� 2 �� M8��40 ����ͨ�������ݶ�������ͨƽ�漰���ɣ��ѵ���֧Ƭ�̶� ����ģ���ϣ���������֧Ƭ�ĸ߶ȡ���װ�õ���ģ�ܳ�װ��������ڡ� ����ģ�ͷ���ģ�ĵ�������һ����Բ��ģ���õ�����ë���ϳ���Ŀı���ë���ߵ�ƽ�� �ȣ�ÿ�ε���ģ�߶�Ҫ�Ѷ�Ӧ��λ��ת����ͷ�·����ֶ��ƶ���������ģ�̶�λ�õ������ʹ ����ģ�̶�λ���������������ģ�̶�λ���ڣ�ֱ��ģ�ߵ�����ɺ��ɿ��� ���ϲ��������ο���
�Ƽ���Ʒ��
��еװ�������ۺ�ʵѵװ��-��һ��
��е�豸װ������Ƽ���ʵѵװ��
��еװ�似���ۺ�ʵѵƽ̨
Ŀ ¼
��һ�£���е�豸װ������Ƽ���ʵѵװ�ü��
�ڶ��£���е�豸װ������Ƽ���ʵѵװ����ɼ�ʹ��˵��
��������е�豸װ������Ƽ���ʵѵװ��-����������·�������ʹ��
�����£���е�豸װ�������װ�������
�����£���е�豸�ĵ�������������
��¼һ����е�豸װ������Ƽ���ʵѵװ��-�����ӱ��������STEP 7-MicroWIN-SMART��ʹ��˵��
��¼������е�豸װ������Ƽ���ʵѵװ��-����̬ͨ����������ʹ��˵��
��¼������е�豸װ������Ƽ���ʵѵװ��-��װ����������������ʾ�������ԵĽ������
��¼�ģ���е�豸װ������Ƽ���ʵѵװ��-���Ƶ�·ͼ
|
