∞ьєьЈ≠„™їъ
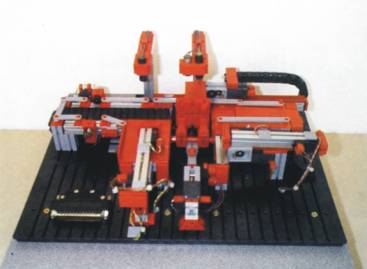
°°°°Є√ƒ£–Ќƒ£ƒвЅЋ“їЄц”√”Џ„‘ґѓЈ≠„™∞ьєь≥ѓѕтµƒі¶јн„∞÷√ °™ ∞ьєьЈ≠„™їъ°£
∞ьєьЈ≠„™їъ”…“їЄц 90ґ»µƒ–э„™ћ®£ђ ѕ¬євµзіЂЄ–∆чѕµЌ≥£ђ»эЄцµз„”«эґѓµƒЌ∆ЄЋ£ђ“їЄціЂЋЌіш„й≥…°£∞ьєь «“їЄцƒЊњй±н Њµƒ£ђЋьµƒ“ї√жћщ”–њ…Јі…дµƒљр ф≤≠°£‘Џƒ£ƒвєэ≥ћ÷–£ђ∞ьєьїб±ї ґ±р°ҐЈ≠„™÷Ѕћщ”–Јі…д≤≠µƒ“ї√жѕт…ѕќ™÷є°£
Ћьµƒі¶јнєэ≥ћ «’в—щµƒ°£
°°°° „ѕ»£ђƒЊњй±їЈ≈÷√‘ЏЋЌЅѕі¶£ђ»їЇуƒЊњй±їЌ∆ЄЋЌ∆µљ–э„™ћ®…ѕ£ђЌ®єэµ•ѕтєвіЂ„∞÷√ЊЌїб∆р„ч”√°£Ќ®єэЅљЄцЌ∆ЄЋƒЊњйЊЌїб∆р„ч”√°£Ќ®єэЅљЄцЌ∆ЄЋƒЊњйЊЌїб±їЌ∆µљіЂЋЌіш…ѕ°£»їЇу≥ѓѕтЊЌ”÷“їіќЌ®єэЈі…дєвіЂЄ–∆ч±їЉм—й£ђ»зєыїє «≤їґ‘£ђЊЌ‘ўµч’ы“їіќ°£’вЄцєэ≥ћ“ї÷±≥÷–шµљїсµ√“™«уµƒ≥ѓѕтќ™÷є°£
°°°° »зєы‘ЏЈ≠„™єэ≥ћЇу£ђ∞ьєьµƒ≥ѓѕт «“™«уµƒ≥ѓѕт£ђƒ«√іЋьЊЌїбЌ®єэіЂЋЌіш±їЋЌµљ“їЄцћЎґ®µƒ≥цЅѕі¶£ђ≥цЅѕі¶“≤”–“їЄцµ•ѕтєвіЂЄ–∆чЉа≤вƒЊњйµƒќї÷√°£
ЉЉ х≤ќ э£Ї
є§„чµз—є 24VDC
іЂЄ–∆ч Јі…дєвіЂЄ–∆ч 2
µ•ѕтєвіЂЄ–∆ч 2
ѕёќїњ™єЎ 10
÷і––їъєє ЋЂѕт¬ніп 5
њЎ÷∆≤њЈ÷ э„÷ д»л 14
э„÷ д≥ц
10 Ќвєџ≥яіз £®≥§ °Ѕњн°ЅЄя£© 600°Ѕ470°Ѕ240mm
…эљµћ®
Є√ƒ£–Ќƒ£ƒвЅЋ‘Џ∞ь„∞ЅчЋЃѕя÷–Љдґѕє§„чµƒ…эљµћ®є©ЅѕѕµЌ≥…эљµћ®ƒ£–Ќ”…“їЄц÷ЎЅ¶«эґѓµƒєц÷б љіЂЋЌіш£ђЅљЄцµзґѓ¬ƒішіЂЋЌіш„й≥…£ђ“їЄцќї÷√єћґ®Ѕн“їЄціє÷±…ѕѕ¬њ…ґѓ°£
‘Џƒ£ƒвєэ≥ћ÷–£ђ“їЄцїхєсљЂ—Ў„≈ЋЃ∆љЉ∞іє÷±ЈљѕтЌ®єэ»эЄціЂЋЌіш£Ї
°°°° „ѕ»£ђЉѓ„∞ѕдЌ®єэ÷ЎЅ¶іЂЋЌішµљњ…ґѓµƒ¬ƒішіЂЋЌіш…ѕ£ђіЋ¬ƒіш љіЂЋЌішќї”Џѕ¬≤њ÷’ґЋ°£÷ї”–±їіЂЋЌќпµљіп‘§ґ®ќї÷√µƒћљ≤в£ђ‘т «Ќ®єэµзЄ– љљьљ”њ™єЎјіЌк≥…µƒ°£
°°°° љ”„≈£ђ¬ƒішіЂЋЌіш…ѕ…э÷Ѕ…ѕ≤њ÷’ґЋќї÷√£ђ”лєћґ®ќї÷√іЂЋЌішЋЃ∆љ°£‘Џ’вЄцќї÷√£ђЅљЄціЂЋЌіш“ї∆р„™ґѓ£ђ“‘±гїхєсƒ№іЂЋЌµљєћґ®ќї÷√іЂЋЌіш…ѕ°£Ќђ—щµЎ£ђїхєс‘§ґ®ќї÷√µƒ≤вґ®“≤ «”…µзЄ– љљ”љьњ™єЎјіЌк≥…µƒ°£
°°°° ƒ£–Ќ÷–µƒµзґѓ„йЉюґЉƒ№∞іѕаЈіЈљѕтїє‘≠“‘…ѕ≤ў„ч°£
ЉЉ х≤ќ э£Ї
є§„чµз—є 24VDC
іЂЄ–∆ч µзЄ– љљ”љьњ™єЎ 2
ѕёќїњ™єЎ°°°°°°°° 2
÷і––їъєє ЋЂѕт¬ніп 3
њЎ÷∆≤њЈ÷ э„÷ д»л 4
э„÷ д≥ц 6
Ќвєџ≥яіз £®≥§ °Ѕњн°ЅЄя£© 460°Ѕ270°Ѕ215mm |
|
Є√ƒ£–Ќƒ£ƒвЅЋ“їЄц‘ЋЋЌє§Љюµƒєћґ® љіЂЋЌіш°£
°°°°ƒ£–Ќµ•‘™”…»эЄціЂЋЌіш£®іш‘цЅњЊајл≤вЅњѕµЌ≥£©„й≥…°£’в–©‘цЅњ≤вЅњѕµЌ≥Ј÷±рЌ®єэ”…іЂЋЌіш«эґѓµƒЌє¬÷≈ћјі µѕ÷µƒ£ђ√њ„™ґѓ“їіќЊЌ”–“їЄцњ™єЎ¬ц≥е°£
°°°°ƒ£ƒвєэ≥ћ «є§Љюі”µЏ“їЄціЂЋЌіш±їЋЌµљ„оЇу“їЄціЂЋЌіш£Ї
°°°°‘ЏіЂЋЌќп±їЈ≈Ї√Їу£ђЌ®єэ∞іњ™ ЉЉь єµЏ“їЄціЂЋЌішњ™ Љ‘Ћґѓ°£Ќ®єэ‘цЅњЊајл≤вЅњѕµЌ≥ЊЌњ…“‘÷™µјќпће“—µљіЂЋЌішµƒ÷’µг£ђљфљ”„≈µЏґюЄціЂЋЌішљ”µљіЂЋЌќп≤Ґњ™ Љ‘Ћґѓ°£іЂЋЌќпі”µЏґюЄціЂЋЌішµљµЏ»эЄціЂЋЌіш”ліЋјаЋ∆°£‘ЏµЏ»эЄціЂЋЌіш…ѕ”–“їЄцЄљЉ”µƒµ•ѕтєвіЂЄ–∆ч£ђњ…“‘Љ∆ЋгіЂЋЌќпµƒ эЅњ°£
ЉЉ х≤ќ э£Ї
є§„чµз—є 24VDC
іЂЄ–∆ч µ•ѕтєвіЂЄ–∆ч 1
ѕёќїњ™єЎ°°°°°°°° 4
÷і––їъєє µ•ѕт¬ніп` 3
њЎ÷∆≤њЈ÷ э„÷ д»л 5
э„÷ д≥ц 3
Ќвєџ≥яіз £®≥§°Ѕњн°ЅЄя£© 400°Ѕ270°Ѕ90mm |
|
Є√ƒ£–Ќƒ£ƒвЅЋ“їЄцґ‘є§Љюљш––‘Ћ д°ҐЈ÷јаµƒі¶јн…и±Є°£
іЋƒ£–Ќ”…“їЄц„‘ішЅі љіЂ дішµƒљшЅѕњЏ£ђ“їћхіЂ діш£ђЅљЄцµз„”«эґѓµƒЌ∆ЄЋ£ђ»эЄц≥цЅѕњЏ„й≥…°£
‘Џƒ£ƒвєэ≥ћ÷–±ї±аЇ≈µƒє§Љю”…љшЅѕњЏЋЌ≥ц£ђ № ґ±рµ•‘™Љм≤в£ђ≤Ґ”…іЂЋЌішЋЌ÷Ѕѕа”¶µƒ≥цЅѕњЏ«∞£ђ”…Ќ∆ЄЋЌ∆»л≥цЅѕњЏ°£
‘Џ∞іѕ¬њ™ ЉЉьЇу£ђЅі љіЂЋЌіш∞—љшЅѕњЏ÷–„оѕ¬≤гµƒє§ЉюЋЌµљ ґ±рµ•‘™£® FIFO‘≠‘т£©£ђє§Љюµƒ±а¬л”…ґюЄці≈–‘іЂЄ–∆чјі±ж ґ°£є§Љюµƒ±а¬л «”…ќї÷√≤їЌђµƒі≈ћхјі µѕ÷£ђЋьћщ‘ЏЅЋ∞ьєьµƒµ„≤њ°£ЋжЇуіЂЋЌіш∞—їхќпЋЌ÷Ѕѕа”¶µƒ≥цЅѕњЏ«∞£ђ’вњ…”…“ї
µзЄ– љљьљ”њ™єЎћљ÷™°£іЂЋЌішЌ£÷є£ђє§ЉюЊЌ±ї“їЄцЌ∆ЄЋЌ∆÷Ѕ≥цЅѕњЏ£ђƒ«ґщ”–“їЄцЈі…д љєвЄ–∆чјі»Јґ®є§Љюќї÷√°£
іЂЋЌішЉћ–ш‘Ћґѓ£ђ∞—ѕ¬“їЄцє§Љю“‘ѕаЌђµƒЈљ љі”љшЅѕњЏ÷–‘Ћ≥цјі°£
µ±Ћщ”–µƒ≥цЅѕњЏґЉ±ї’Љ¬ъїт «µ•ѕтєвіЂЄ–∆чѕ‘ ЊљшЅѕњЏ“—њ’ ±£ђƒ£ƒвєэ≥ћЊЌЌ£÷єЅЋ°£
‘Ћ дєэ≥ћљЂ”…“їЄці≈–‘іЂЄ–∆чњЎ÷∆£ђ“‘±£÷§“їіќі”љшЅѕњЏ÷–÷ї»°≥ц“їЄцє§Љю°£
іЋƒ£–Ќњ…”л»э÷б√≈ƒ£–Ќ„йЇѕ є”√°£
ЉЉ х≤ќ э£Ї
є§„чµз—є 24VDC
іЂЄ–∆ч Јі…д љєвіЂЄ–∆ч 2
µ•ѕтєвіЂЄ–∆ч 2
µзЄ– љљ”љьњ™єЎ 2
і≈–‘іЂЄ–∆ч 3
ѕёќїњ™єЎ 5
÷і––їъєє µ•ѕт¬ніп 2
ЋЂѕт¬ніп 2
њЎ÷∆≤њЈ÷ э„÷ д»л 14
э„÷ д≥ц 6
Ќвєџ≥яіз £®≥§ °Ѕњн°ЅЄя£© 520°Ѕ370°Ѕ270mm |
|
іш»э÷б√≈Љ№µƒіЂ дЈ÷ја…и±Є£®∆шґѓ £© |
іЋƒ£–Ќ∞ьЇђЅЋЅљЄцµ•Єцµƒ±к„Љƒ£–Ќ£ЇіЂ дЇЌЈ÷јаЅчЋЃѕя£®∆шґѓ£©ЇЌ»э÷б√≈Љ№°£
µ•Єцƒ£–Ќµƒƒ£ƒвєэ≥ћЉыѕа”¶µƒЉЉ хЋµ√ч°£
‘ЏіЋƒ£–Ќµƒƒ£ƒвєэ≥ћ÷–£ђЅчЋЃѕя≥цЅѕњЏ…ѕµƒє§Љю”…»э÷б√≈Љ№»°„я‘ЋїЎљшЅѕњЏ‘ўљш––іЂ дЈ÷јаі¶јн£ђ»зіЋ±г„й≥…ЅЋ“їЄц—≠їЈѕµЌ≥°£
Ќ®≥£Є’њ™ Љ ±£ђє§Љюќї”Џƒ£–ЌµƒљшЅѕњЏ÷–£ђіЂ дЈ÷јаЅчЋЃѕя’э≥£є§Љю£ђ’«µЏ“їЄцє§Љюµљіп≥цЅѕњЏЇу£ђЅчЋЃѕя…ѕЈљµƒ»э÷б√≈Љ№…ѕµƒїъ–µ ÷”…ѕа”¶µƒЈі…д љєвіЂЄ–∆ч∆фґѓ£ђ∞—є§Љю»°„яЇу‘ўЈ≈їЎљшЅѕњЏ£ђљ”„≈їъ–µ ÷їЎ‘≠ќїµ»іэѕ¬“їЄці¶јнЇ√µƒє§Љю°£
ЉЉ х≤ќ э£Ї
є§„чµз—є 24VDC
іЂЄ–∆ч Јі…д љєвіЂЄ–∆ч 4
µ•ѕтєвіЂЄ–∆ч 1
µзЄ– љљ”љьњ™єЎ 3
і≈–‘іЂЄ–∆ч 9
ѕёќїњ™єЎ 8
‘цЅњ±а¬л∆ч 2
÷і––їъєє µ•ѕт¬ніп 2
ЋЂѕт¬ніп 3
µзі≈ћъ 1
∆шЄ„ 3
њЎ÷∆≤њЈ÷ э„÷ д»л 25
Љ∆ э∆ч д»л 6
э„÷ д≥ц 12
Ќвєџ≥яіз £®≥§ °Ѕњн°ЅЄя£© 800°Ѕ540°Ѕ450mm
Ћƒ≤гµзћЁƒ£–Ќ
Є√ƒ£–Ќƒ£ƒвЅЋЄя≤гљ®÷ю÷–≥£”√µƒ∞≤»ЂњмЋўµƒµзћЁ°£
ƒ£–Ќ”…“їЄціш∆љЇв÷ЎіЄµƒљќѕд£ђ“їЄцњ”µјЇЌЋƒЄц≤г√ж„й≥…°£√њЄц≤г√жґЉ…и”–“ї…»µзґѓ“∆√≈£ђЇфљ–∞і≈•£ђ±®Њѓ∞і≈•їт¬•≤г—°‘с∞і≈•£ђљќѕді”ƒ≥“ї¬•≤гµљіп÷Єґ®¬•≤г£ђ“∆√≈ітњ™…‘ЇуєЎ…ѕ£ђ÷і––ѕ¬“ї≤љґѓ„ч°£µ±ƒг∞іѕ¬ƒ≥¬•≤гЇфљ–∞і≈•Їу£ђ÷Є ЊЅѕЊЌїбЈҐєв£ђµ»іэљќѕдµƒµљјі°£іЋ ±£ђљќѕдЌ®єэїъ–µњ™єЎµƒњЎ÷∆£ђ“‘¬э°™њм°™¬эЈљ љјіµљ÷Єґ®¬•≤г°£љ”„≈“∆√≈ітњ™£ђєэ“їґќ ±Љдњ…“‘Ќ®єэ≥ћ–тЄƒ±д°£
‘Џ“∆√≈…ѕ„∞”–“їЄцµ•ѕтєвіЂЄ–∆ч£ђƒ«√і‘ЏєЎ√≈µƒ ±Їт»ф”–»Ћљшјі£ђ√≈ЊЌїб¬н…ѕітњ™≤їїб є»ЋЉ–…Ћ°£√≈єЎ…ѕ“‘Їуљќѕдњ™ Љ“∆ґѓµљѕ¬“ї÷Єґ®¬•≤г£ђ÷ЎЄі“‘…ѕґѓ„ч°£
ƒ£–Ќїє≈д”–≥ђ÷ЎЉм≤в∆ч£ђ“їµ©≥ђ÷Ў£ђµзћЁ¬ніп±г≤їїб∆фґѓ°£
ЉЉ х≤ќ э£Ї
є§„чµз—є 24VDC
іЂЄ–∆ч µ•ѕтєвіЂЄ–∆ч 4
ѕёќїњ™єЎ 30
Ј≠„™њ™єЎ 2
÷і––їъєє ЋЂѕт¬ніп 5
Љћµз∆ч 1
њЎ÷∆≤њЈ÷ э„÷ д»л 17
э„÷ д≥ц 36
Ќвєџ≥яіз £®≥§ °Ѕњн°ЅЄя£© 550°Ѕ400°Ѕ1150mm
ЇЄљ”’Њ
Є√ƒ£–Ќƒ£ƒвЅЋ“їЄц≤…”√Єч÷÷ЇЄЉЉ хµƒ„‘ґѓїѓЇЄљ”ЅчЋЃѕя£ђ±»»з‘Џ∆ы≥µє§“µ÷–ЇЄљ”іу–Ќљр ф∞е°£
ЇЄљ”’Њƒ£–Ќ”…“їЄцЈмЇЄїъ£ђ“їЄцµгЇЄїъ£ђ“їЄцљшЅѕі¶£ђ“їЄціш»эЄц„∞‘Ў»Ё∆чњ…јіїЎ‘Ћґѓµƒ„∞÷√£ђ“їЄц”–„™ґѓ…и±ЄЇЌ÷±ѕяіЂЋЌішµƒ≥цЅѕі¶„й≥…°£
ƒ£ƒвєэ≥ћ÷–£ђѕ»”…µзі≈њЎ÷∆µƒ‘Ћ д≥µ∞—љр ф∞е‘Ћ»лљшЅѕі¶£ђљ”„≈љр ф∞е±ї‘Ћ»лЇЄљ”µ•‘™÷–£ђЋжЇуљр ф∞е±їЇЄљ”≤Ґ‘ЋЋЌµљ≥цЅѕі¶µ»іэ»°„я°£
“їЅЊ‘Ћ д≥µ—Ў YЈљѕтѕ»љЂљр ф∞е‘Ћµљіє÷±њ…ґѓµƒ„∞‘Ў„∞÷√ѕ¬Јљ£ђ„∞‘Ў„∞÷√—Ў°™ZЈљѕт‘Ћґѓ£ђ÷±µљµзћЁЉ–≈цµљљр ф∞е£ђљ”Ќ®µзі≈ћъ£ђљр ф∞е±їќь„°Їу—Ў+ZЈљѕт‘Ћґѓ°£і©Ћу„∞‘Ў„∞÷√÷–µƒ„∞‘Ў»Ё∆ч—ЎX÷бі”∆р Љќї÷√+X‘Ћґѓµљ°™Xќї÷√£ђЄ√ќї÷√’эЇ√‘Џ„∞‘Ў„∞÷√µƒ’эѕ¬Јљ£ђ„∞‘Ў„∞÷√—Ў°™ZЈљѕт‘Ћґѓ£ђєЎµфµзі≈ћъ£ђ∞—љр ф∞еЈ≈µљ…эљµћ®…ѕ£ђ…эљµћ®іш„≈љр ф∞е—Ў+ZЈљѕт‘Ћґѓ÷ЅЈмЇЄїъі¶°£
іЋєцЇЄїъƒ£ƒвЅЋ“їЄц≥§ЇЄЈмµƒЇЄљ”єэ≥ћ£ђќ™іЋЇЄЌЈ—Ў XЈљѕт‘Џє§Љю…ѕЈљјіїЎ“∆ґѓ°£µ±ЌЈ…ѕµƒ¬ћµ∆ЅЅ ±£ђ±н ЊЇЄљ”µзЅч“—Њ≠љ”Ќ®°£ќ™“ї≤љЌк≥…Їу£ђ…эљµћ®—Ў°™ZЈљѕт‘Ћґѓ≤Ґ∞—љр ф∞еЈ≈µљµЏґюЄц„∞‘Ў»Ё∆ч÷–£ђЌђ ±£ђµЏ“їЄц„∞‘Ў»Ё∆ч“—Њ≠‘Џ°™Xќї÷√∞—–¬µƒљр ф∞е»°јі£ђљ”ѕ¬јіљр ф∞е±їіш÷ЅµгЇЄїъі¶£ђ∆дє§„чЈљ љ”л“‘«∞Ћщ цЇЄљ”єэ≥ћѕаЋ∆ЇЄљ”ЅщЄцЇЄµг°£
‘ЏЇЄљ”єэ≥ћ÷–„∞≈д’Њ…ѕµƒЇм…Ђ–≈Ї≈µ∆±н Њ…и±Є“—Њ≠∆фґѓ°£‘ЏµЏґюЄцє§„ч≤љ÷и÷ЃЇу£ђљр ф∞ељЂ±їі©Ћу∞лљЎ„∞÷√‘Ћµљ≥цЅѕі¶°£“їЄц»∆ X÷бњ…ґѓµƒ–э„™±џ£®∆д…ѕ”–µзі≈ћъµƒЉ–„”£©ƒ√∆р∆§£ђћб…э„™ґѓ90ґ»≤ҐљЂ÷Ѓє“‘Џ÷±ѕяіЂЋЌішµƒє≥„”…ѕ£ђіЋіЂЋЌішЄЇ‘р∞—Љ”є§Ї√µƒљр ф∞е‘Ћ÷Ѕ≥цЅѕі¶»°„я°£
Ћщ”–љр ф∞еґЉ «“‘’в÷÷Јљ љЌ®єэЇЄљ”’Њµƒ
ЉЉ х≤ќ э£Ї |
є§„чµз—є 24VDC |
іЂЄ–∆ч ѕёќїњ™єЎ 19 |
÷і––їъєє ЋЂѕт¬ніп 9 |
µзі≈ћъ 4 |
µ∆ 4 |
њЎ÷∆≤њЈ÷ э„÷ д»л 19 |
э„÷ д≥ц 26 |
Ќвєџ≥яіз £®≥§ °Ѕњн°ЅЄя£© 1000°Ѕ1000°Ѕ650mm |
»э÷б√≈Љ№
Є√ƒ£–Ќƒ£ƒвЅЋ“їЄц∞б‘Ћїъ∆ч»Ћ£ђ∆дє§„ч«шЉдќ™ЊЎ–ќ£ђ”√”Џ∞—є§Љюі”≤÷њв÷–‘ЋѕтЉ”є§їтЈ÷ја„∞÷√°£
іЋƒ£–Ќ”…іш»эЄцњ…“∆ґѓµƒ‘Ћґѓ÷бµƒ√≈Љ№£ђ“їЄцµзі≈Љ–£®‘Џ ZЈљѕтњ…ґѓµƒ£©£ђ“їЄцє§Љю≤÷њвЉ∞“їЄцє§ЉюіжЈ≈«ш„й≥…°£µ•Єцµƒ‘Ћґѓµ•‘™µƒ„о÷’ќї÷√њ…Ќ®єэ»нЉю÷’ґЋњ™єЎ»Ј»ѕ°£
‘Џƒ£ƒвєэ≥ћ÷–µзі≈Љ–„”∞—љр фµƒє§Љюі”≤÷њв÷–ѕё≥ц£ђ”…їъ∆ч»Ћіш÷ЅіжЈ≈«ш≤Ґ‘Џƒ«іжЈ≈£Ї
X÷б£ђY÷б…ѕµƒ‘цЅњќї÷√≤вЅњѕµЌ≥ „ѕ»‘Џ“їЄц≤ќњЉ‘Ћґѓ÷–ЄщЊЁ‘Ћґѓµ•‘™µƒ µЉ ќї÷√Љ”“‘–£„Љ£ђіЋ ±Љ–„”ќї”Џ…ѕ≤њµƒ÷’ґЋќї÷√°£
љ”„≈Љ–„”‘Џ X£ђYЈљѕт‘Ћґѓ£ђ÷±÷Ѕ≤÷њв…ѕЈљµƒ‘§ґ®ќї÷√°£Љ–„”‘Џ°™ZЈљѕт‘Ћґѓ£ђ÷±µљµзі≈ћъ≈цµљє§Љю°£
»їЇу£ђітњ™µзі≈ћъ£ђє§ЉюЊЌ±ї„”ќьµљЉ–„”…ѕ°£»їЇу£ђЉ–„”—Ў„≈ +ZЈљѕт‘Ћґѓµљ…ѕ≤њµƒ÷’ґЋќї÷√£ђљ”„≈—Ў„≈X£ђYЈљѕт‘Џє§ЉюіжЈ≈«ш…ѕЈљ‘Ћґѓ£ђ÷±÷Ѕ‘§ґ®ќї÷√°£‘Џƒ«ґщ£ђЉ–„””÷—Ў„≈-ZЈљѕт‘Ћґѓ£ђ÷±µљє§Љю±їЈ≈µљіжЈ≈«ш…ѕ°£
µзі≈ћъ±їґѕњ™£ђє§ЉюЊЌ±їЈ≈µљЅЋіжЈ≈«ш…ѕ°£‘Џє§Љю«ш…ѕ£ђ’вњ…”…“їЄцµзЄ– љљьљ”њ™єЎЉш±р°£
»эЄц‘ЋґѓЈљѕтњ…”…”≤Љю÷’ґЋњ™єЎљзґ®£ђ“‘±№√в≥ћ–тінќу°£ѕаєЎµƒінќуњ…‘м≥…‘™Љю„я≥ц’э»Јµƒє§„ч«шЉд°£∞іѕ¬Ћь√«њ…“‘ єѕа”¶µƒ÷бЇ№њмµЎґѕњ™°£
ƒ£–Ќµƒµз„”„й≥…”¶»зіЋ…иЉ∆£ђµ±ƒ£–Ќ–и“™і”’в—щµƒ÷√÷Ў–¬ЈµїЎµљє§„ч«шЉдє§„ч ±£ђ÷ї“™“їЄц‘ЋґѓЊЌєїЅЋ°£
|
ЉЉ х≤ќ э£Ї |
є§„чµз—є 24VDC |
іЂЄ–∆ч µзЄ– љљ”љьњ™єЎ 1 |
ѕёќїњ™єЎ 8 |
‘цЅњ±а¬л∆ч 2 |
÷і––їъєє ЋЂѕт¬ніп 3 |
µзі≈ћъ 1 |
њЎ÷∆≤њЈ÷ э„÷ д»л 9 |
Љ∆ э д»л 6 |
э„÷ д≥ц 7 |
Ќвєџ≥яіз £®≥§ °Ѕњн°ЅЄя£© 660°Ѕ540°Ѕ450mm |
|
Љ”є§ЅчЋЃѕя
Є√ƒ£–Ќƒ£ƒвЅЋ“їЄцЉѓЇѕЅЋіЂЋЌ„∞÷√µƒЉ”є§÷––ƒ£ђЊЌѕу–нґаљр ф«–Єо∆у“µ÷–”¶”√µƒƒ«—щ°£
ƒ£–Ќ”…“їЄцƒ•і≤£ђ»эЄціЂЋЌіш£ђ“їЄц–э„™ћ®£®ішЅі љіЂЋЌішЉ∞„‘ґѓЋЌЉю„∞÷√£©°£
‘Џƒ£ƒвєэ≥ћ÷–є§Љю „ѕ»±їЈ≈÷ЅљшЅѕњЏ£ђ»їЇуЌ∆ЄЋљЂ∆дЌ∆…ѕіЂЋЌіш£ђ≤Ґ±їЋЌµљЄчЉ”є§µ•‘™£ђ‘Џƒ«ґщ“™љш––≤їЌђµƒЈ÷≤љЉ”є§£ђ„оЇуЌ®єэ–э„™ћ®ЋЌ÷Ѕ≥цЅѕњЏ£Ї
µ±є§ЉюЈ≈‘ЏљшЅѕњЏЇу£ђЌ∆ЄЋ∞—ЋьЌ∆ѕтµЏ“їЄціЂЋЌіш£ђ’вЄцєэ≥ћљЂ”…“їЄцµ•ѕтєвіЂЄ–∆чЉа≤в°£ЋжЇує§Љю±їЋЌµљµЏґюЄціЂЋЌіш…ѕ£ђ”…µЏґюЄціЂЋЌішЋЌµљЉ”є§їъі≤…ѕ°£
ƒ£ƒвїъЉ”є§єэ≥ћ£ђїъі≤µƒЅҐЉ№ѕт„≈є§Љю—Ў -YЈљѕт‘Ћґѓ£ђµґЊяњ™ Љ–э„™£ђ≤Ґ—Ў-ZЈљѕт‘Ћґѓґ‘„≈є§Љюƒ£ƒвЉ”є§°£‘Џїїµґ ±£ђ÷бћ„—Ў+ZЈљѕт‘Ћґѓ£ђ≤ҐЌ®єэЅщљ«„™ЌЈ—Ў°™BЈљѕт„™ґѓє§120ґ»Ќк≥…µґЊяµƒ„™її°£љ”„≈µЏ»эЄцµґЊя“‘јаЋ∆µƒЈљ љ±ї„∞…ѕ≤Ґљш––Љ”°£
‘ЏЉ”є§љб шЇу£ђє§Љю±їµЏґюЄціЂЋЌ÷Ѕ–э„™ћ®…ѕ£ђіЋћ®—Ў +CЈљѕт„™ґѓ90ґ»£ђ≤ҐЌ®єэ„‘ішµƒЅі љіЂЋЌіш∞—є§ЉюЋЌ÷ЅµЏ»эЄціЂЋЌіш…ѕ°£
’вЄціЂЋЌішіЂЋЌє§Љю÷Ѕ≥цЅѕњЏ°£‘ЏіЂ 䵕‘™Љ∞є§„ч«ш÷–є§Љюќї÷√ «”…µзЄ–љ”љьљ”њ™єЎјі»Јґ®µƒ°£
Љ”є§ЅчЋЃѕяƒ£–Ќњ…”л»э÷б√≈Љ№’вЄцƒ£–Ќ„йЇѕ£ђ“‘ єє§Љюƒ№±ї‘Ћ дњ…“‘—≠їЈЉ”є§°£
|
ЉЉ х≤ќ э£Ї |
є§„чµз—є 24VDC |
іЂЄ–∆ч µ•ѕтєвіЂЄ–∆ч 1 |
µзЄ–љ”љьњ™єЎ 4 |
ѕёќїњ™єЎ 10 |
÷і––їъєє µ•ѕт¬ніп 2 |
ЋЂѕт¬ніп 8 |
њЎ÷∆≤њЈ÷ э„÷ д»л 15 |
э„÷ д≥ц 18 |
Ќвєџ≥яіз £®≥§ °Ѕњн°ЅЄя£© 650°Ѕ550°Ѕ270mm |
|
Љ”є§µ•‘™ ----SIDAC≈дћ„
Є√ƒ£–Ќƒ£ƒвЅЋ“їЄціш—≠їЈ„™‘Ћ∆чµƒЉ”є§÷––ƒљр ф«–Єоєэ≥ћ°£
іЋƒ£–Ќ”…“їЄцЅҐ љѕ≥і≤£ђ»эЄціЂЋЌіш£ђґюЄц–э„™ћ®£®„‘ішЅі љіЂЋЌіш£©£ђ“їЄцєм‘Ћ д≥µ„й≥…°£Ћь√«„й≥…ЅЋ“їЄцЈв±’µƒ‘Ћ дЉ”є§ѕµЌ≥°£ѕёќїњ™єЎњЎ÷∆іЂЋЌµ•‘™µƒ„о÷’ќї÷√°£іЂЋЌіш…ѕє§Љюµƒќї÷√”…µзЄ– љљ”љьњ™єЎЉш±р°£
‘Џƒ£ƒвєэ≥ћ÷–£ђє§Љю±їЈ≈‘Џ—≠їЈ„™‘Ћµ•‘™…ѕ£ђ—ЎЋ≥ ±’лЈљѕт‘ЋѕтЅҐ љѕ≥і≤£ђ‘Џƒ«ґщє§Љю±їЉ”є§≤Ґ±їЋЌ÷Ѕ≥цЅѕњЏ°£
ќіЉ”є§є§ЉюЈ≈‘ЏіЂЋЌіш…ѕ£ђ≤Ґ±їЋЌ÷Ѕ”–єм‘Ћ д≥µі¶£ђ–°≥µ¬н“™Љ”є§µƒє§Љю‘Ћµљѕ¬“їЄціЂЋЌіш…ѕ°£‘Џƒ«ґщє§Љю±їішµљ–э„™ћ®…ѕ£ђіЋћ®—Ў +CЈљѕт–э„™90ґ»£ђ≤ҐљЂ∆дЋЌ÷ЅЅн“їіЂЋЌіш…ѕ£ђ»їЇуљЂ∆дЋЌ÷Ѕѕ≥і≤µƒє§„ч«шƒЏ°£
ѕ≥і≤ЅҐЉ№—Ў„≈°™ YЈљѕт≥ѓє§ЉюЈљѕт‘Ћґѓ£ђµґЊяњ™ Љ„™ґѓ≤Ґѕт°™ZЈљѕт‘Ћґѓ£ђ“‘’є ЊЉ”є§єэ≥ћ°£љб ш ±£ђѕ≥і≤µƒЅҐЉ№ЇЌµґЊяЈ÷±рїЎµљ∆р Љќї÷√°£Љ”є§Їуµƒє§Љю±їіЂЋЌ÷ЅµЏґюЄц–э„™ћ®£ђ‘Џƒ«ґщ£ђє§Љю”÷±їЋЌ÷ЅµЏ“їЄціЂЋЌіш…ѕ“‘±г±ї»°„я°£
|
ЉЉ х≤ќ э£Ї |
є§„чµз—є 24VDC |
іЂЄ–∆ч µзЄ– љљ”љьњ™єЎ 6 |
ѕёќїњ™єЎ 10 |
÷і––їъєє µ•ѕт¬ніп 6 |
ЋЂѕт¬ніп 6 |
њЎ÷∆≤њЈ÷ э„÷ д»л 11 |
э„÷ д≥ц 18 |
Ќвєџ≥яіз £®≥§ °Ѕњн°ЅЄя£© 600°Ѕ550°Ѕ330mm |
|
°∞ MOFA°±»Ђ„‘ґѓЉ”є§≥µЉд
Є√ ƒ£–Ќƒ£ƒвЅЋ“їЄц»б–‘…ъ≤ъѕµЌ≥ЇЌ„‘ґѓїѓ≥ћґ»Ї№ЄяµƒЄ®÷ъ…и±Є°£
ƒ£–Ќ”…Ѕљћ®ѕаєЎµƒїъі≤£ђЋь√« «Ќ®єэіЂЋЌішЅђ∆рјіµƒ£ђЅљћ„і¶јнµ•‘™£ђє§Љю≤÷њв£ђ“їЄц 3÷б√≈Љ№µ»„й≥…°£
’ыЄцєэ≥ћƒ£ƒвјы”√ 3÷б√≈Љ№ЇЌіЂЋЌіш„чќ™‘Ћ дѕµЌ≥£ђ∞—є§ЉюЋЌµљЄчЉ”є§їъі≤љш––°∞їъЉ”є§°±£ђљб шЇу‘ЋїЎ≤÷њв°£
„ѕ» 3÷б√≈Љ№∞—іэЉ”є§є§Љю‘ЋµљѕаЅђµƒЅљћ®їъі≤…ѕ£ђє§Љюѕ»±їЅҐ љƒ•і≤Љ”є§£ђЋжЇу±ї„кі≤Љ”є§°£љ”„≈£ђє§Љю±ї3÷б√≈Љ№‘ЋЋЌµљЋЃ∆љƒ•і≤µƒ–э„™ћ®…ѕ„чљш“ї≤љµƒЉ”є§°£„оЇує§Љю”÷±ї3÷б√≈Љ№‘Ћµљ“їћ®”–»эЄ±µґЊяµƒїъі≤…ѕљш––Љ”є§£ђ’вћ®їъі≤ƒ№єї‘ЏXЈљѕт“∆ґѓљш––≤їЌђќї÷√µƒЉ”є§°£Љ”є§Ќк≥…Їу£ђє§Љю±ї3÷б√≈Љ№ЋЌїЎ»•ґ—їх≤÷њв°£
Є√ƒ£–Ќњ…“‘ «„‘ґѓЈв±’—≠їЈє§„чµƒ°£
|
ЉЉ х≤ќ э£Ї |
є§„чµз—є 24VDC |
іЂЄ–∆ч µзЄ– љљ”љьњ™єЎ 4 |
ѕёќїњ™єЎ 26 |
‘цЅњ±а¬л∆ч 2 |
÷і––їъєє µ•ѕт¬ніп 6 |
ЋЂѕт¬ніп 15 |
µзі≈ћъ 1 |
њЎ÷∆≤њЈ÷ э„÷ д»л 30 |
Љ∆ э∆ч д»л 6 |
э„÷ д≥ц 37 |
Ќвєџ≥яіз £®≥§ °Ѕњн°ЅЄя£© 1000°Ѕ1000°Ѕ790mm |
|
≥д—єїъ
Є√ƒ£–Ќƒ£ƒвЅЋ“їЄц√≈Љ№ љїъ–µ≥е—єїъ£ђ”¶”√”Џљр ф≥…–ќє§“µ÷–°£
ƒ£–Ќ”…“їЄц√≈Љ№ љїъ–µ≥е—єїъ£ђљшЅѕњЏЉ∞Ќ∆ЄЋ„й≥…°£
‘Џƒ£ƒвєэ≥ћ÷– „ѕ»є§Љюі”љшЅѕњЏЌ∆≥ц£ђ±їЈ≈µљ≥е—єїъ…ѕ£ђ‘Џƒ«ґщ±ї°∞Љ”є§°±£ђљ”„≈±їЌ∆÷Ѕ≥цЅѕњЏ°£
‘Џє§„чєэ≥ћњ™ Љ÷ЃЇуЌ∆ЄЋ∞—“їЄцє§Љюі”љшЅѕњЏіш÷Ѕ—єЅ¶їъ…ѕ°£є§Љю‘Џƒ«ґщ±їґ®ќїЇу£ђ≥е—єїъЊЌњ™ Љє§„чЅЋ°£
є§Љю‘ЏљшЅѕњЏ£ђЉ”є§ћ®£ђ≥цЅѕњЏ…ѕµƒќї÷√ґЉ”…µ•ѕтєвіЂЄ–∆ч»Јґ®°£
|
ЉЉ х≤ќ э£Ї |
є§„чµз—є 24VDC |
іЂЄ–∆ч µ•ѕтєвіЂЄ–∆ч 3 |
ѕёќїњ™єЎ 7 |
÷і––їъєє µ•ѕт¬ніп 1 |
ЋЂѕт¬ніп 1 |
њЎ÷∆≤њЈ÷ э„÷ д»л 10 |
э„÷ д≥ц 3 |
Ќвєџ≥яіз £®≥§ °Ѕњн°ЅЄя£© 525°Ѕ270°Ѕ260mm |
|
„∞≈дЅчЋЃѕя£®”лќч√≈„”Љж»Ё£©
Є√ƒ£–Ќƒ£ƒвЅЋ“їЄц„‘ґѓїѓ„∞≈дЅчЋЃѕя£ђ∞ьј®‘§„∞є§„чћ®£ђ≥…∆Ј„∞≈дћ®£ђЅчЋЃѕя ”√”Џƒ«–©”…–нґа≤њЉю„∞≈дґш≥…µƒ≤ъ∆Јµ√Ѕђ–ш…ъ≤ъ°£
„∞≈дЅчЋЃѕяƒ£–Ќ”…“їЄціЂЋЌіш£ђ»эЄц‘§∞≤„∞є§„чћ®£ђ“їЄц∞≤„∞≥…∆Јє§„чћ®£ђ≤њЉю ґ±ріЂЄ–∆ч£ђ“‘Љ∞єв…щ–≈Ї≈„∞÷√°£
ƒ£ƒвєэ≥ћЈ÷≤љ’єѕ÷ЅЋ“їЄц≤їЌђµƒ≤њЉю„о÷’љбЇѕќ™“їЄц≥…∆ЈµƒЉтїѓµƒ„∞≈дєэ≥ћ£Ї
Ќ®єэ∞іЉь£ђіЂЋЌішњ™ Љє§„ч°£…ҐЉю‘Ћ÷Ѕє§„чћ®£ђґшµзЄ– љљ”љьњ™єЎїтµ•ѕтєвіЂЄ–∆ч‘тћљ÷™ЅЋ≤њЉю «ЈсµљіпЅЋ’э»Јµƒ„∞≈дќї÷√°£ґш∞≤„∞≤љ÷и‘т”…ЈҐєвґюЉЂє№’є Њ≥цјі°£
‘Џ∞≤„∞µƒ„оЇу“ї≤љЌк≥…Їу£ђЈд√щ∆чїбЌ®÷™≤њЉю„∞≈дљб шЅЋ£ђ≥…∆Јµ»іэ‘Ћ„я°£
|
ЉЉ х≤ќ э£Ї |
є§„чµз—є 24VDC |
іЂЄ–∆ч µ•ѕтєвіЂЄ–∆ч 1 |
µзЄ– љљ”љьњ™єЎ 3 |
ѕёќїњ™єЎ 4 |
÷і––їъєє µ•ѕт¬ніп 1 |
Јд√щ∆ч 1 |
ЈҐєвґюЉЂє№ 4 |
њЎ÷∆≤њЈ÷ э„÷ д»л 30 |
э„÷ д≥ц 37 |
Ќвєџ≥яіз £®≥§ °Ѕњн°ЅЄя£© 675°Ѕ390°Ѕ13mm |
|
ЅҐће≤÷њв
Є√ƒ£–Ќƒ£ƒвЅЋ“їЄц„‘ґѓЄя≤гїхЉ№ѕµЌ≥£ђЊЌѕу‘Џ–нґає§“µ∆у“µ÷–”¶”√µƒƒ«—щ°£
ƒ£–Ќ”…“їЄц 5 °Ѕ 10їхЉ№µƒЄя≤гїхЉ№£ђ“їЄц‘ЏXЈљѕтњ…ґѓµƒїхЉ№‘Ћ д≥µ£ђЅљЄцљш≥цїхі¶„й≥…°£‘ЏїхЉ№‘Ћ д≥µ…ѕ„∞”–“їЄцњ…—ЎZЈљѕт…ѕѕ¬‘ЋґѓµƒЅэЉ№£ђ‘Џ∆д÷–∞ьЇђ“їЄцњ…—ЎYЈљѕт…мЋхµƒЌ–≈ћ°£
‘Џƒ£ƒвєэ≥ћ÷–£ђїхєс‘ЏЄя≤гїхЉ№≤÷њв…ѕ±їіж»лЉ∞»°≥ц£Ї
µ±љшїхі¶”–їхєсљш»л ±£ђЌ®єэЈі…д љєвіЂЄ–∆чµƒњЎ÷∆їхЉ№‘Ћ д≥µ¬н…ѕ“∆єэјі£ђњ……мЋхµƒЌ–≈ћљЂїхєс»°„я°£љ”„≈їхЉ№‘Ћ д≥µЌђ ±‘Џ X°ҐZЈљѕт…ѕ‘Ћґѓ—Ў„≈“їЄц„о”≈µƒ¬ЈЊґµљіп ¬ѕ»…иґ®Ї√µƒїхЉ№°£Ќ®єэ»нЉюњ…÷™“їЄцїхЉ№ «Јс±ї’Љ”√°£
ќ™ЅЋ±£÷§“їЈљ√жƒ№њмЋўЋ≥јыµЎ‘Ћ д£ђЅн“їЈљ√жƒ№∞≤»Ђµƒ„∞–ґ£ђїхЉ№µƒЋЃ∆љќї÷√”…ѕёќїњ™єЎ ¬ѕ»ґ®Ї√£ђЋьƒ№ єїхЉ№‘Ћ д≥µµљіп‘§ґ®ќї÷√«∞ЉхЋў°£
»°≥цїхєс∆дєэ≥ћ’эЇ√”ліж»лїхєсєэ≥ћѕаЈі°£
ќ™ЅЋ±£÷§Ќ–≈ћƒ№’э»Јє§„ч£ђ≥эЅЋ‘ЏЋь Y÷б…ѕ”–їъ–µѕъ„”“‘Ќв£ђ‘ЏX÷бЈљѕтїє”–ѕёќїњ™єЎ£ђ’в «ќ™ЅЋЈј÷єќу≤ў„ч“‘Љ∞≥ћ–тЈҐ…ъінќуґш“э∆р’ыЄцїхЉ№µƒћ±їЊ°£
ЅҐће≤÷њвƒ£–Ќњ…”л∆дЋьƒ£њйїт±к„Љƒ£–Ќ„йЇѕ‘Џ“ї∆р є”√°£
|
ЉЉ х≤ќ э£Ї |
є§„чµз—є 24VDC |
іЂЄ–∆ч Јі…д љєвіЂЄ–∆ч 1 |
µ•ѕтєвіЂЄ–∆ч 2 |
ѕёќїњ™єЎ 23 |
÷і––їъєє ЋЂѕт¬ніп 5 |
Љћµз∆ч 1 |
њЎ÷∆≤њЈ÷ э„÷ д»л 26 |
э„÷ д≥ц 11 |
Ќвєџ≥яіз £®≥§ °Ѕњн°ЅЄя£© 1290°Ѕ470°Ѕ600mm |
|
ѕі≥µЅчЋЃѕя
ѕі≥µЅчЋЃѕяƒ£–Ќ «ґ‘»Ђ„‘ґѓѕіµ”°ҐЇжЄ…∆ы≥µ…и±Єµƒƒ£Ј¬£ђЊЌѕуЇ№ґаѕі≥µ≥Іјп∞≤„∞µƒƒ«—щ°£
іЋƒ£–Ќ”–“їЄц XЈљѕтњ…“∆ґѓµƒƒ£ЅЇ£ђ“їЄцƒ£ƒвЇжЄ……и±Є£ђ“їЄцЋЃ∆љЋҐ„”£ђЅљЄц≥µ¬÷«еѕіЋҐ„”°£
‘Џƒ£ƒвєэ≥ћ÷––°∆ы≥µƒ£–Ќ°∞±ї«еѕі°±Љ∞°∞±їЇжЄ…°±°£
њ™ Љ ±£ђƒ£ЅЇ—Ў°™ XЈљѕт‘Ћґѓ£ђ єЅљЄціє÷±ЋҐ„”ќї”Џ∆ы≥µ«∞≤њ°£ЋҐ„”–э„™≤Ґѕаѕтґшґѓ£®YЈљѕт£©°£‘ЏЅљЄціє÷±„””цµљ“ї∆р“‘Їу£®Ќ®єэ“їЄці≈Є–”¶њ™єЎµ√÷™£©£ђЅљЄцЋҐ„”‘ў“ї∆р“∆ґѓ÷Ѕ“їґ®ќї÷√£ђ’в“їќї÷√Ќ®єэѕёќїњ™єЎµ√“‘њЎ÷∆°£∆ы≥µ«∞≤њ«еѕіЌк≥…°£ЇбЅЇљ”„≈ѕтXЈљѕт‘Ћґѓ£ђЌђ ±ЋЃ∆љѕтµƒЋҐ„”ѕт°™BЈљѕт–э„™£ђґшіє÷±µƒЋҐ„”Љћ–ш–э„™јі«еѕі∆ы≥µЅљ≤а°£ЇбЅЇЌ®єэЅљЄцµ•ѕтєвіЂЄ–∆чµ√÷™∆ы≥µµƒ–ќ„і“‘±г єЋЃ∆љЋҐљфћщ∆ы≥µ±н√ж«еѕі°£µ±ЅљЄц≥µ¬÷«еѕіЋҐ„”µљіп≥µ„”µƒ«∞°ҐЇу¬÷ќї÷√ ±£ђЇбЅЇїбЌ£ѕ¬£ђЋҐ„”њ™ Љ–э„™≤Ґѕт«∞‘Ћґѓ÷±µљ≥µ¬÷“‘±г«е≥э«∞Їу¬÷µƒќџєЄ£ђЋжЇуЋҐ„”ЌЋїЎ∆р Љќї÷√Ќ£÷є–э„™£ђ≥µ¬÷«еѕіЌк≥…£ђ≥µ¬÷«еѕіЋҐµƒґ®ќї“≤Ќ®єэі≈Є–”¶њ™єЎњЎ÷∆°£ЇбЅЇЉћ–ш‘Ћґѓ÷±µљіє÷±ЋҐ„”ќї”Џ∆ы≥µЇу≤њ≤≈Ќ£÷є£ђ’в ±іє÷±ЋҐ„”÷ЎЄі∆ы≥µ«∞≤њ«еѕіґѓ„чЌк≥…∆ы≥µЇу≤њµƒ«еѕі£ђЌђ ±ЋЃ∆љЋҐ„”Јі„™ѕт+BЈљѕт„™ґѓ£ђґ‘Їуі∞Љ∞Їу±ЄѕдЉ”“‘«еѕі°£«еѕіЌк≥…Їу£ђЋщ”–µƒЋҐ„”ґЉЌ£÷є„™ґѓ£ђіє÷±ЋҐ„”ѕтЌвїЎµљ∆р Љќї÷√ґшЋЃ∆љЋҐ„”‘т—Ў+ZЈљѕтѕт…ѕ“∆ґѓµљ∆р Љќї÷√°£„оЇу£ђЇжЄ……и±Єњ™ Љє§„ч£ђЌ®єэЅљЄцµ•ѕтєвіЂЄ–∆чњЎ÷∆£ђЇжЄ……и±Є∞і≥µ„”µƒ–ќ„іјіƒ£ƒвЇжЄ…єэ≥ћ£ђ’ыЄцєэ≥ћЌк≥…°£ЋЃ∆љЋҐ„”Љ∞ЇжЄ…їъµƒ…ѕ°Ґѕ¬ґЋќї÷√Ќ®єэі≈Є–”¶њ™єЎјіїс÷™°£
|
ЉЉ х≤ќ э£Ї |
є§„чµз—є 24VDC |
іЂЄ–∆ч µ•ѕтєвіЂЄ–∆ч 1 |
і≈Є–”¶њ™єЎ 2 |
ѕёќїњ™єЎ 12 |
÷і––їъєє µ•ѕт¬ніп 4 |
ЋЂѕт¬ніп 8 |
њЎ÷∆≤њЈ÷ э„÷ д»л 25 |
э„÷ д≥ц 20 |
Ќвєџ≥яіз £®≥§ °Ѕњн°ЅЄя£© 1200°Ѕ500°Ѕ600mm |
|
|